如何焊好二氧化碳气体保护焊(二氧化炭气体保护焊技术入门)
随着社会的发展,焊接设备也跟着时代的步伐,发明创造出各种各样的焊接设备种类。
以前的焊接多以电焊为主,别的焊接设备很少用到。只要把电焊技术掌握好,就可以在焊接领域成为师傅。而现在,单独的光会电焊己经跟不上现代焊接需求,取而代之的是二氧化碳保护焊,也就是人们所说的二保焊。

农村万象以前也是个电焊师傅,在船厂干了十来年,不管走到哪里干电焊,都是师傅,而且工资也是最高的。
随着社会翻天復地的变化,电焊基本被淘汰,取而代之的是二保焊。
农村万象顺应社会发展的潮流,放弃了电焊,现如今从业二保焊,己有三四年的工作经验,为了让农村的朋友也能快速的撑握这门技术,农村万象就把我不成熟的经验分享给大家,以达到抛砖引玉的效果。
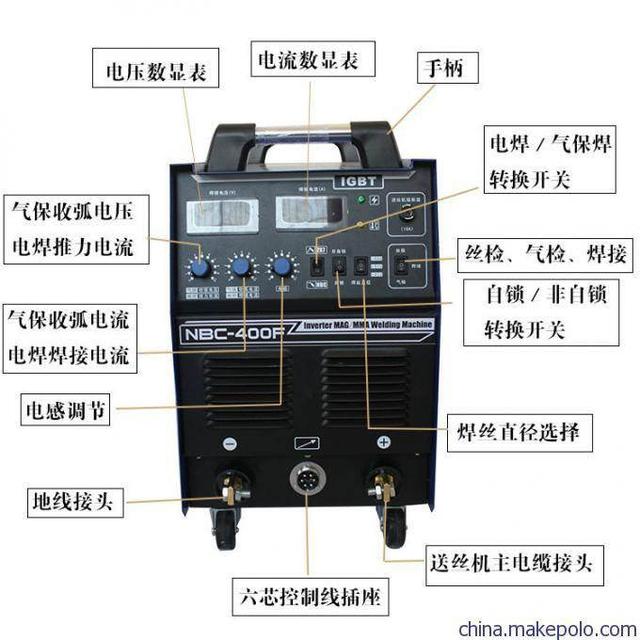
想学二保焊,首先得明白二保焊的操作要领,在学二保焊之前,必须得会调节二保的电流和电压。二保焊和电焊不同,电焊只调合适的焊接电流就可以了,而二保焊必须要调合适的电流和电压。
在调节二保的电流和电压之前,首先得明白电流和电压是管干什么的,起什么作用。农村万象首先给大家介绍一下电流的作用,电流是调节送丝进度的。而电压才是焊接熔深的决定者,不要认为电焊调电流就会达到焊接熔深的深浅,而二保则不是。二保焊的溶深是电压决定的。

二保焊在实际操作中,靠听焊接的声音就可以知道电流电压是否调节的合适与否。正常的焊接声音应该是吱吱的,相反,如果听到噼里啪啦的声音,就说明是电流有些大,也就是送丝过快。如果出现间歇性的焊接声,就说明电压太大,送丝跟不上造成的。

二保焊和电焊调节电流的方式是一样的,如果焊薄件,电流和电压都要调小些,焊厚件要把电流和电压调的大些,以达到速度的效果。
焊薄件电流、电压调的太高容易焊漏。厚件焊接如果电流、电压调的太小溶深太浅,达不到焊接强度。只有调节好适当的焊接电流和电压,才能达到最佳焊接效果。

那么二保焊该怎么操作才能焊出理想的焊缝呢?
农村万象就和大家分享一下我个人的焊接经验。首先是焊接角度,焊接方向和运条方式。
如果是直角夹角焊,焊枪的角度和焊件应该是45度,焊接方向为左行焊,枪嘴要偏左,枪身偏右,形成往左推的焊接方向。

焊接薄件是不需要运条的,调节好适当的电流电压直行焊接就可。而焊太薄的焊件时建议以点焊为主,因为你是新手,还不具备跑的条件和技术经验。
厚件的焊接,平焊一般采用左右摆动的运条方式。直角夹角焊采用斜圆圈的运条方式。立焊,如果是薄件可以立向下焊接,这样焊接出来的焊缝比较美观,而且容易操作。而厚件是不允许立向下的焊接方式,必须由下到上,采用左右摆动的运条方式进行焊接。

不管哪种焊接方式,都必须保持匀速,不能忽快忽慢,焊缝粗细、高低不平,影响焊缝成型成的美观和强度。
今天就和大家分享到这里,有什么问题可以观注农村万象,有什么不同意见和见解可以评论。农村万象洞察农村,分享农村里的新鲜事。
,免责声明:本文仅代表文章作者的个人观点,与本站无关。其原创性、真实性以及文中陈述文字和内容未经本站证实,对本文以及其中全部或者部分内容文字的真实性、完整性和原创性本站不作任何保证或承诺,请读者仅作参考,并自行核实相关内容。文章投诉邮箱:anhduc.ph@yahoo.com