电阻焊压痕较深怎么解决(电阻对焊时要注意哪些关键点)
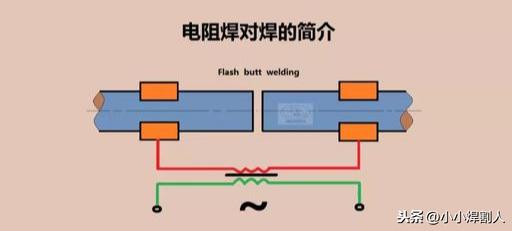
电阻对焊的种类通常有:供工频交流电阻对焊、连续闪光对焊、余热闪光对焊和储能对焊等。

电阻对焊操作时,有以下几个注意点:
1,低碳钢闪光对焊的接头强度基本接近母材。
2,结构钢因高温强度高,顶锻压力应比低碳钢大25%~50%,为防止低合金钢中的合金元素氧化,对焊时应提高烧化速度和顶锻速度。
3,焊不锈钢的顶锻压力应比焊低碳钢时大1~2倍,烧化速度和顶锻速度也应较高。
4,纯铜较难焊,闪光过程不易稳定。但铜合金较易焊接。
5,异种金属闪光对焊中,铜和钢、黄铜和钢之间,钢烧化量大伸出长度应较大;铝和铜对焊时要求烧化速度和顶锻速度尽量高,有电顶锻应严格控制。
6,大断面焊件不宜采用电阻对焊,电阻对焊是利用焊件内部的电阻热并将其加热到一定(低于熔化)温度状况下进行的。它要求焊件在对口处的整个接触面上加热均匀,温度适当,被焊金属具有良好的高温塑性,在连接端面上不应有阻碍金属原子间相互作用和结晶的氧化物夹杂。大断面焊件在电阻对焊时,因加热不均匀氧化物排除困难、塑性变形并不均匀一致等问题,难于进行电阻对焊。目前电阻对焊只限于250mm2以下的低碳钢棒和其他金属线材的焊接。
7,对焊端面接触时不应出现过大间隙电阻对焊时,在加热开始前两工件的端面应该紧密接触,否则会因导电不均而产生接触面加热不均匀现象。同时,因空气进入两工件间隙会发生局部氧化,使接头质量显著下降。薄壁管钢板及其他断面周边伸展的构件,因接触面不易做到平整,所以在电阻对焊时不能得到良好的结果。
8,闪光对焊时工件初始接触面不宜过大闪光对焊可以焊接断面尺寸较大的金属材料,包括具有紧凑断面的工件(圆形及方形等)和具有展开断面的工件(薄壁管、薄而宽的钢带)等。但是为了有利于在两工件对口间产生闪光,工件的初始接触面不宜过大,有时特意把一个端头做成斜面,使两端面逐渐移近时达到局部接触,然后利用电阻热加热这些触点,使端面局部熔化,爆破和闪光,直至将端头均匀加热。工件接触面过大,就不容易进入闪光过程,导致各种缺陷的出现,所以应尽力避免。
免责声明:本文仅代表文章作者的个人观点,与本站无关。其原创性、真实性以及文中陈述文字和内容未经本站证实,对本文以及其中全部或者部分内容文字的真实性、完整性和原创性本站不作任何保证或承诺,请读者仅作参考,并自行核实相关内容。文章投诉邮箱:anhduc.ph@yahoo.com






