锻件镦粗时的缺陷(一种环锻件的上旋转镦粗压实装置)

环锻件包括风电法兰、轴承圈、回转支承锻件,在风力发电领域属于关键部件。随着海上风电、国家基建项目以及一带一路的进一步发展,以自由锻压机为主要镦粗设备的环锻件的需求量增加,其主要工艺流程包括:下料→加热→自由锻制坯→镦粗压实冲孔→扩孔→加热→轧制→热处理。现有固定式上砧结构限制了自由锻制坯镦粗压实过程,而自由锻制坯镦粗压实、冲孔以及扩孔工序对环件的内在质量具有重要的意义。
目前,国内现有大中型自由锻压机镦粗压实均采用下旋转镦粗台,受结构影响该类旋转台需承受工件的重量、压机对其施加的压力,因此需增加顶起弹簧,否则下镦粗台无法旋转,这将使得装置笨重、不便于操作,且锻件产生的热量更易使需跟随移动工作台来回移动的下旋转传动装置控制电缆及油管等摩擦破损,使得故障率升高。这给环锻件的制坯压实带来诸多不利因素:⑴效率低,火次多,影响内在的压实质量;⑵锻造过程的表面质量差,在辗环轧制时易导致夹层、凹坑等缺陷;⑶工件不能过重并且不能超过弹簧的工作载荷,严重限制了锻压范围,影响产能,降低了设备的利用率。
主要技术创新装置组成
设计一种环件的上旋转镦粗压实装置,此装置主要由连接板、大齿轮、上砧垫、上砧、液压马达、小齿轮等主要部件组成,如图1 所示。其中连接板上设置有注油孔,实现对滚动轴承的润滑;连接板与大齿轮利用中心凹凸结构进行定位,并留有转动间隙;上砧垫中设有锁紧装置,在更换上砧后并将其进行锁紧,锁紧装置主要由锁紧弹簧、弹簧压盖、中心轴、锁紧吊钩组成,并能够实现快速更换;上砧可为异形锻造的模具,对复杂形状的锻件进行锻压;液压马达由液压油驱动,轴伸安装小齿轮,小齿轮与大齿轮啮合实现传动;部件之间的定位采用定位销实现,防止部件工作时窜动。
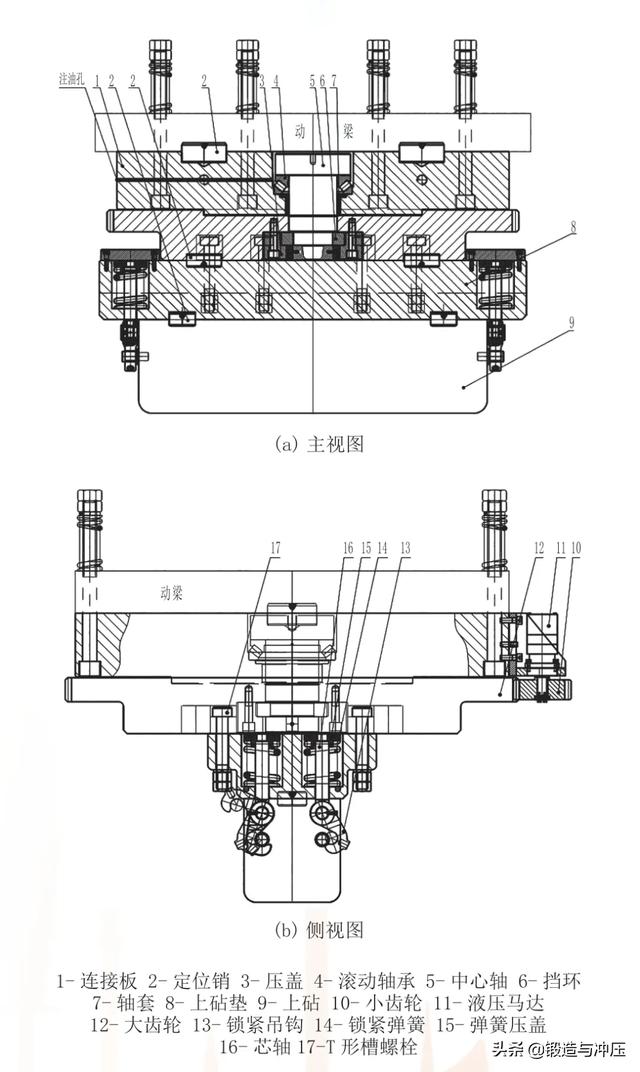
图1 上旋转镦粗压实装置示意图
装置原理
⑴压机动梁与连接板通过原有螺栓连接进行紧固,并通过定位销进行定位。
⑵连接板设有注油孔,能够对滚动轴承进行润滑,并安装芯轴、滚动轴承、轴套,使芯轴实现旋转。
⑶大齿轮与芯轴通过安装挡环、压盖,并随芯轴一起旋转,大齿轮与连接板利用中心凹凸结构进行定位,并留有转动间隙。
⑷上砧垫通过T 形槽螺栓与大齿轮进行紧固,并设有锁紧装置,在更换上砧后将其锁紧,锁紧装置主要由锁紧弹簧、弹簧压盖、中心轴、锁紧吊钩组成,能够实现快速更换,并采用定位销定位。
⑸上砧通过锁紧吊钩与上砧垫进行连接并锁紧,上砧可为异形锻造的模具,可对复杂锻件进行锻压。
⑹液压马达通过支架固定于连接板上,由液压油进行驱动,输出轴伸上连接小齿轮,小齿轮与大齿轮啮合实现传动。
装置优点
⑴通过轻量化设计使得此装置旋转部分的质量较轻,实现快速旋转,提升镦粗效率。
⑵提升了坯料表面和内在压实质量,细化晶粒结构,消除了内部锻造时产生的气孔、疏松、偏析等缺陷,增强了机械性能。
⑶提高了锻件的终锻温度,缩短了二次加热保温时间,降低了生产成本,产生了较大的经济效益。
⑷能够充分利用压机潜在产能,扩展了压机的锻压范围,能够实现马架扩孔以及锥形冲头扩孔,提高了压机的利用率,增加了产能。
海上风电项目项目概况
射阳海上风电项目,法兰直径5.5m。坯料规格为φ900mm×2.5m,下料重量为12.5t,冲击功要求:-50℃纵向≥50J、横向≥30J。其制坯尺寸为φ1928mm×φ500mm×583mm,镦粗截面尺寸较大,原有固定式上砧结构直接进行镦粗压实时的抗力很大,无法完成镦粗压实操作。采用小截面上砧,在利用旋转式结构,将圆柱料段沿圆周方向进行镦粗压实至工艺要求高度。锻造工艺流程如图2 所示。

图2 海上风电项目锻造工艺流程
应用的效果
⑴通过实现上砧旋转功能,实现连铸圆镦粗压实至工艺要求,在使用过程中旋转速度较快,使得镦粗效率提高。
⑵采用马架扩孔时可以任意切换上砧方向,大大减少了扩孔时间,提高了锻件的终锻温度,缩短了二次加热保温时间。
⑶利用上砧的旋转功能实现马架扩孔后对坯料进行平整,不用再对坯料进行翻转,提高了平整质量以及效率。
矿冶齿圈项目项目概况
矿冶齿圈项目,材质为34CrNi1Mo,原材料采用17t 钢锭,锻造工艺要求在1200℃时保温时间为6 ~7h,在锻造辗环前3 ~4h,可将温度调整至1220 ~1230℃,以便更顺利地进行锻造。其制坯尺寸为φ2141mm×φ800mm×539mm,其镦粗高度较小,因此钢锭镦粗压实时采用旋转式上砧装置,将钢锭高度镦粗至工艺要求,再用φ500mm 冲头冲孔、最后用φ800mm 冲头扩孔后滚圆。否则镦粗高度不够,将导致在辗环轧制时出现夹层、凹坑等缺陷,影响产品质量。调质处理回火温度为680℃,实测硬度值为190 ~235HB,符合图纸要求。工艺流程如图3 所示。

图3 矿冶齿圈项目工艺流程
由于超导磁场储能型微网所选取的材料为非导磁性材料,而导线的辐向宽度较小,因而在工频状态下磁场透入深度往往高于绕组[8]的尺度,因而从绕组涡流对漏磁场的反影响而言,能够将绕组分割为非涡流区间。通过漏磁场测算后,可选取电网导体损耗测算方式获得绕组线圈的涡流损耗,如式(11),式(12)所示:
应用的效果
⑵利用上砧旋转功能实现锥形扩孔工艺,可在任意角度方向进行扩孔,减少了扩孔工序的时间,提升了锻造制坯效率。
⑶在圆坯料段圆周方向进行连续镦粗压实,提高了钢锭的滚圆效率以及滚圆质量,为辗环轧制提供了良好的锻坯质量。
结束语通过承接的射阳海上风电法兰项目以及矿冶齿圈项目,经过实际生产的应用,对上旋转镦粗压实装置进行了工艺验证,收到了良好预期效果,均达到了工艺要求。此装置能够充分利用压机潜在产能,扩展了压机的锻压范围,提高了压机的利用率,增加了产能。
——来源:《锻造与冲压》2020年第17期

免责声明:本文仅代表文章作者的个人观点,与本站无关。其原创性、真实性以及文中陈述文字和内容未经本站证实,对本文以及其中全部或者部分内容文字的真实性、完整性和原创性本站不作任何保证或承诺,请读者仅作参考,并自行核实相关内容。文章投诉邮箱:anhduc.ph@yahoo.com






