spc统计过程控制(SPC统计过程控制概述及常规控制图绘制)
统计过程控制(Statistical Process Control)是为了贯彻预防原则,应用统计技术对过程各阶段评估和监控,建立并保持过程处于可接受的并且稳定的水平从而保证产品与服务符合规定的要求的一种质量管理技术。
SPC是用统计技术的方法对过程进行研究和控制。
产品质量波动产品质量具有波动性和规律性。
在生产实践中,即便操作者、机器、原材料、加工方法、测试手段、生产环境等条件相同,但生产出的一批产品的质量特性数据却不完全相同,总是存在着差异,这就是产品质量的波动性。因此,产品质量波动具有普遍性和永恒性。当生产过程处于统计控制状态时,生产出来的产品的质量特性数据,其波动服从一定的分布规律,这就是产品质量的规律性。
从统计学的角度来看,可以把产品质量波动分成正常波动和异常波动两类。
正常波动
正常波动是由随机原因(普通原因)引起的产品质量波动。这些随机因素在生产过程中大量存在,对产品质量经常产生影响,但它所造成的质量特性值波动往往比较小。
普通原因:
# 随时间推移具有稳定的并可重复分布的许多原因。是过程变差的偶然因素。
# 永远存在,不可查明。
例如,原材料的成分和性能上的微小差异;机器设备的轻微振动;温度、湿度的微小变化;操作方法、测量方法、检测仪器的微小差异,等等。要消除造成这些波动的随机因素,在技术上难以达到,在经济上的代价也很大。因此,一般情况下这些质量波动在生产过程中是允许存在的,所以称为正常波动。公差就是承认这种波动的产物。
我们把仅有正常波动的生产过程称为处于统计控制状态,简称为受控状态或稳定状态。
异常波动
异常波动是由特殊原因引起的产品质量波动。这些系统因素在生产过程中并不大量存在,对产品质量也不经常发生影响,一旦存在,它对产品质量的影响就比较显著。
特殊原因:
# 不是始终作用于过程的变差的原因,以不可预测的方式来影响过程输出,可查明。
# 有时有利,有时有害。
例如,原材料的的质量不符合规定要求;机器设备带病运转;操作者违反操作规程;测量工具带系统性误差,等等。由于这些原因引起的质量波动大小和作用方向一般具有一定的周期性或倾向性,因此比较容易查明,容易预防和消除。又由于异常波动对质量特性值的影响较大,因此,一般说来在生产过程中是不允许存在的。
我们把包含有异常波动的生产过程称为处于非统计控制状态,简称为失控状态或不稳定状态。
影响产品质量波动的因素波动就是变差,是过程的单个输出之间不可避免的差别。可以用σ表示。
从微观角度看,引起产品质量波动的原因主要来自6个方面:
人、机、料、法、测、环(5M1E)
# 人(Man)操作者的质量意识、技术水平、文化素养、熟练程度和身体素质等。
# 机器(Machine)机器设备、工夹具的精度和维护保养状况等。
# 材料(Material)材料的化学成分、物理特性和外观质量等。
# 方法(Method)加工工艺、操作规程和作业指导书的正确程度等。
# 测量(Measure)测量设备、试验手段和测试方法等。
# 环境(Environment)工作场地的温度、湿度、含尘度、照明、噪声和振动等。
统计数据及其分类随机变量分类:离散型和非离散型变量。
A、离散型随机变量:X值可能取的值能一一列举出来,也就是所取得值是有限个或可数多个。如一批产品中次品个数,电话总机单位时间内接到的呼唤次数等等;这种变量的分布常见的有二项分布,泊松分布等。
B、非离散型随机变量:X所可能取的值不能一一列举出来。这种变量范围很广,其中最重要的也最常见的叫连续型随机变量,他可能去的值充满于某区间内,例如,测量误差,灯泡寿命,零件外径等。这种变量的分布常见的有正态分布,
对于一个随机变量不仅要了解它取那些值,而且要了解去这些值的规律,即概率,通常把X取值的规律称为X的分布。

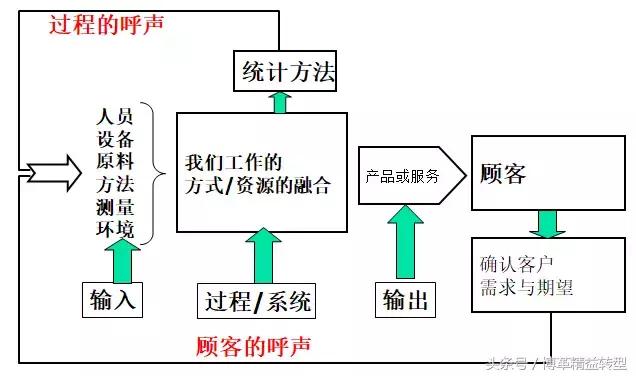
过程控制系统
常规过程控制图类型

常规过程控制图绘制流程

免责声明:本文仅代表文章作者的个人观点,与本站无关。其原创性、真实性以及文中陈述文字和内容未经本站证实,对本文以及其中全部或者部分内容文字的真实性、完整性和原创性本站不作任何保证或承诺,请读者仅作参考,并自行核实相关内容。文章投诉邮箱:anhduc.ph@yahoo.com






