切削液使用与水的关系(原来水质对切削液的影响这么大)
众所周知,水基切削液是以一定比例稀释以后应用于设备加工中,但在现实生产操作过程中,配置稀释液时操作者对于所用水的水质重视不够,使用硬水配制,造成切削液的皂析现象,从而使加工质量下降,成本增加,给使用者带来麻烦。或者使用软水配制,所稀释的切削液产生泡沫等都不利于产品加工。

那么,我们一起来认识一下水质的软硬程度对于切削液的影响:
1.什么是水的硬度?水一般含有某些矿物质,这些矿物质就是无硬度盐(如钾/钠)和硬度盐(如钙/镁)。水的硬度就是根据水中所含硬度矿物质的说少来计算,通常用每升水中含碳酸钙的mg数表示,即用ppm表示。
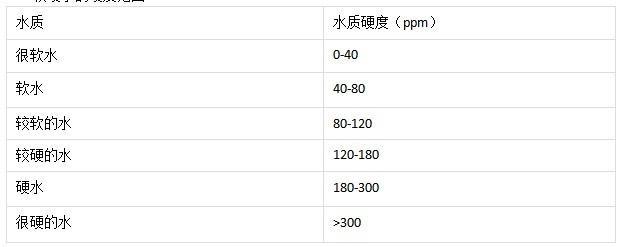
2. 软硬水的硬度范围

1)改变切削液的外观
使用硬水配制的切削稀释液,会改变稀释液状态,使切削液可见性变差,
如使用<100ppm的软水配合成切削稀释液,稀释液(浓度1:20)呈透明状,使用>300ppm的硬水配制,稀释液(1:20)变成半透明或混浊状,
水的硬度越高,混浊程度越严重,对于配制乳化液,硬水会使乳化不稳定而产生油水分离现象。
2)改变切削液的性能
硬水还会使浓缩液中的某些有效成分从稀释液中析出,凝结并沉淀。特别是切削液中的阴离子表面活性剂,在硬水中易生成不溶于水的金属皂。
使得一部分浓缩液被消耗用来软化水,无法起到切削液的作用,使表面活性剂浓度降低甚至失去作用影响切削液的加工性能和清洗效果。
为保证切削液性能,需多添加浓缩液,从而增加了成本。

3)腐蚀工件
硬水中含有钠盐和钾盐,会对机床和工件造成腐蚀,铁和铝元素对金属的腐蚀虽不如钠和钾,但也会使钢件和铝件表面产生明显的变色。
水中的氯化钠,硫酸钠等盐,也会对机床和工件产生腐蚀。

4.适合配制切削液的水质硬度
水的硬度在80-120ppm之间最好,水质太软会发泡,太硬会析皂,清晰性能不好等。
改变水硬度的方法:
1)兑水前,按照1:10比例的苏打粉(碳酸钠),或3:10比例的一般苏打粉,混入水中,1个小时后,将沉淀物析出,剩下的混合液就可以用来兑切削液了。
2)当然,还有另外一个更方便快捷的方法,就是安装水软化设备啦……
,免责声明:本文仅代表文章作者的个人观点,与本站无关。其原创性、真实性以及文中陈述文字和内容未经本站证实,对本文以及其中全部或者部分内容文字的真实性、完整性和原创性本站不作任何保证或承诺,请读者仅作参考,并自行核实相关内容。文章投诉邮箱:anhduc.ph@yahoo.com