攻丝钻头和丝锥咋配比(丝锥和钻头配合加工内螺纹)
攻丝前必须有底孔,一般用钻头钻孔。钻头是钻孔用的刀具;而丝锥是加工孔内螺纹用的刀具。丝锥是加工各种中、小尺寸内螺纹的刀具,它结构简单,使用方便,既可手工操作,也可以在机床上工作,在生产中应用得非常广泛,对于小尺寸的内螺纹来说,丝锥几乎是唯一的加工刀具。
一、丝锥的常见种类
(1) 按驱动不同分:手用丝锥和机用丝锥;(2) 按加工方式分:切削丝锥和挤压丝锥;(3) 按被加工螺纹分:公制粗牙丝锥,公制细牙丝锥,管螺纹丝锥等;(4) 按形状分:直槽丝锥,螺旋槽丝锥,刃倾角丝锥和挤压丝锥。

(丝锥的结构参数)

(丝锥典型种类)
二、丝锥选用的六大基本要素
(1) 加工螺纹的类型、米制、英制、美制等;
(2) 螺纹底孔的类型,通孔还是盲孔;
(3) 被加工工件材料及硬度;
(4) 工件完整螺纹的深度及底孔深度;
(5) 工件螺纹要求的精度;
(6) 丝锥的外形标准(特殊要求需特殊标出)。

(丝锥的切削速度推荐表)
三、常见的经验公式
底孔直径的确定丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起并向牙尖流动的现象,所以攻螺纹前,钻削的孔径(即底孔)应大于螺纹内径。也可以直接查《公制粗螺纹》和《公制细螺纹》。
以下是经验公式,仅供参考:
脆性材料(铸铁、青铜等):钻孔直径=螺纹公称外径—1.1螺距
塑性材料(钢、紫铜等):钻孔直径=螺纹公称外径—螺距
比如:M3X0.5的螺纹,钻孔直径=3-0.5=2.5,应使用2.5的钻头。
M5X0.8的螺纹,钻孔直径=5-0.8=4.2,应使用4.2的钻头。

(公制粗螺纹)
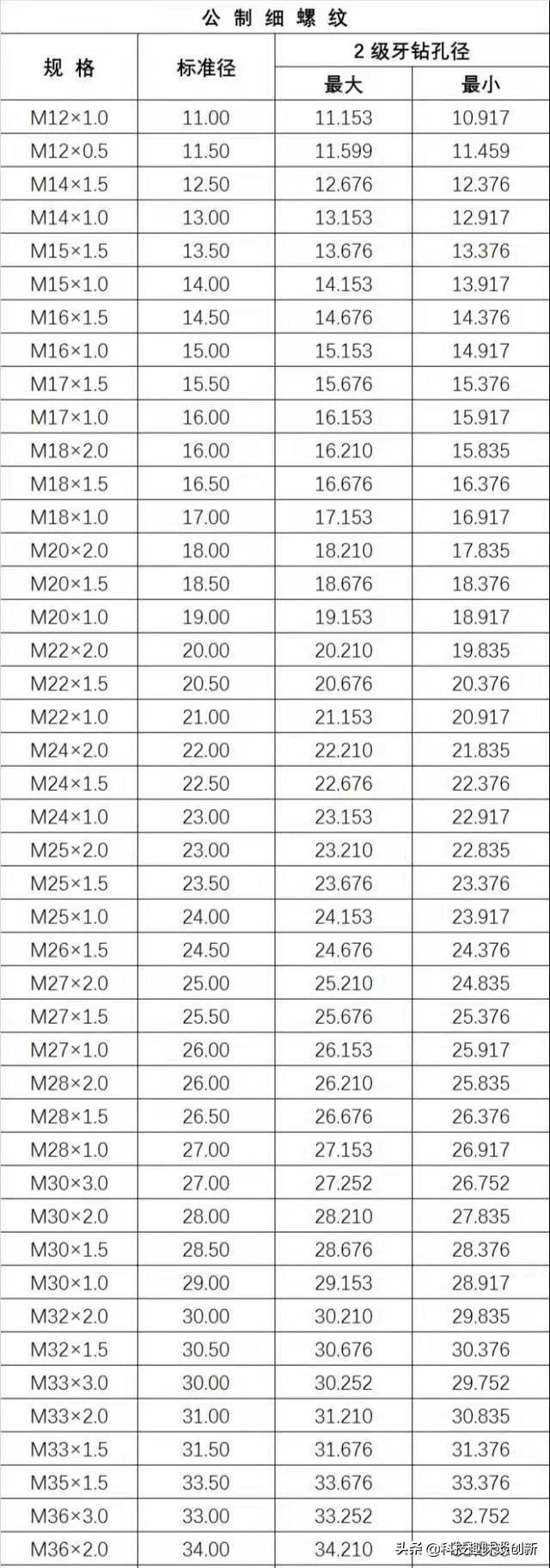
(公制细螺纹)

(公制细螺纹)
加工内螺纹,既可以用经验公式推算,也可以查上述表,在实际加工内螺纹时,要适当灵活一些。有时稍微放大钻头直径,效果更好。使用丝锥时,应事先考虑工件的材料的性能等。丝锥的类型多,使用丝锥要选择合适的一种。钻头的种类也 很多,不同场合使用不同的钻头,一定要选择合适的钻头。
,免责声明:本文仅代表文章作者的个人观点,与本站无关。其原创性、真实性以及文中陈述文字和内容未经本站证实,对本文以及其中全部或者部分内容文字的真实性、完整性和原创性本站不作任何保证或承诺,请读者仅作参考,并自行核实相关内容。文章投诉邮箱:anhduc.ph@yahoo.com