注塑件收缩和变形解决手册(注塑产品脱模后的收缩)
注塑产品脱模后的收缩

1.玻璃化转变温度:玻璃化转变温度越低,脱模后收缩量就越大。玻璃化转变温度高于室温的塑料,由于分子没有足够的能量进行运动,脱模后收缩量较小。具有较高玻璃化转变温度的塑料,如PEEK,脱模后几乎没有收缩。
2.填充剂和添加剂:填充塑料中的填充剂可以防止收缩。填充剂含量越高,塑料的脱模后收缩量就越小。
3.产品厚度:产品设计对脱模后收缩量也有着重要影响。产品较厚的区域积聚的热量较多,因此会产生更大的脱模后收缩。产品的冷却不均还会造成翘曲变形。如果产品的某一区域已经冷却,而产品的较厚区域仍在冷却并发生一定量的收缩,则较厚区域会将较薄区域沿收缩方向拉拽,从而对较薄的区域产生影响,使产品变形。
4.模具温度:模具温度提供了分子达到平衡状态所需的能量。对于结晶型材料,模具温度应足够高,塑料才得以结晶。如果模具温度无法保持较高的水平,分子就会在不平衡的位置上就地冻结。产品在顶出后的使用寿命内一旦遇到更高的温度,分子重获能量,就开始回归其平衡位置,从而导致收缩。注塑产品在使用前的存放过程中也会出现这种现象。假如模具温度在生产时的温度低于室温,如只有5℃,之后储存在环境温度为30~ 40°C的仓库里,就会发生脱模后收缩。当这些
产品最终从仓库中取出时,可能已经出现了一定程度的翘曲,而这种翘曲在打包入库时并未出现。
5.加工条件:未优化的工艺条件也会导致产品产生应力,导致脱模后收缩和翘曲。保压不足的产品通常会出现脱模后收缩,而过保压的产品则会产生内应力。这些应力在产品顶出后得以释放。
6.退火:未达到最终平衡状态的产品会产生内应力。退火处理可以看作是一种强制性的脱模后收缩操作。在退火过程中,有意用高温将产品加热,迫使分子从非平衡位置运动到最终的平衡位置。退火几乎可以消除所有的应力,但会引起一定程度的收缩,其程度取决于前面描述过的各种因素。
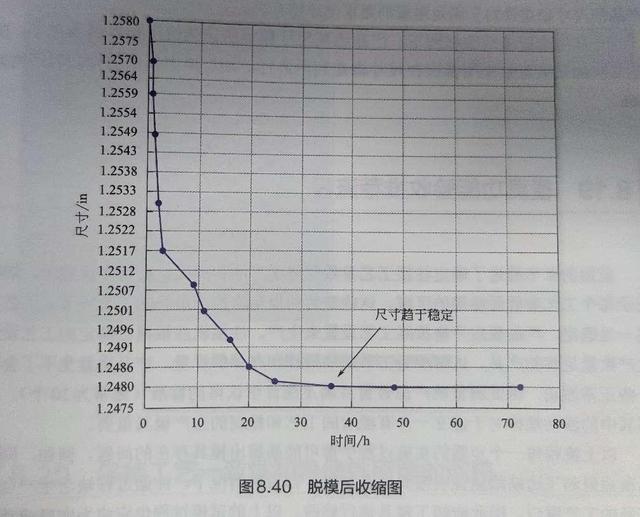
当产品刚从模具中顶出时,收缩很大,
但随着时间的推移,收缩逐渐稳定下来
资料来源:《科学注塑——稳健成型工艺开发的理论与实践》
,免责声明:本文仅代表文章作者的个人观点,与本站无关。其原创性、真实性以及文中陈述文字和内容未经本站证实,对本文以及其中全部或者部分内容文字的真实性、完整性和原创性本站不作任何保证或承诺,请读者仅作参考,并自行核实相关内容。文章投诉邮箱:anhduc.ph@yahoo.com