注塑机械手五轴调试与编程(五轴注塑机械手编程示范)
五轴注塑机械手编程示范



注塑机械手编程示范
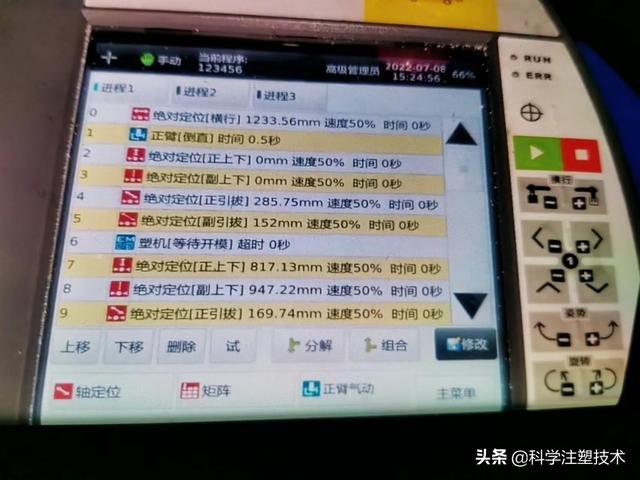
一、0绝对定位[横行]1233.56mm,速度50%,时间0秒。
备注:将机械手由注塑机外横行至模具上方指定位置。
二、1正臂[倒直],时间 0.5秒。
备注:将机械手主臂夹具垂直,避免机械手主臂下行时撞到模具。
三、2绝对定位[正上下]0mm,速度50%,时间0秒。
备注:将机械手主臂上升至模具上方指定位置。
四、2绝对定位[副上下]0mm,速度50%,时间0秒。
备注:将机械手副臂上升至模具上方指定位置。
五、3 绝对定位[正引拔]285.75mm,速度50%,时间0秒。
备注:将机械手副臂前进至模具上方指定位置。
六、3绝对定位[副引拔]152mm,速度50%,时间0秒。
备注:将机械手副臂前进至模具上方指定位置。
七、4塑机[等待开模],超时0秒。
备注:等待模具开模。
八、5绝对定位[正上下]817.13mm,速度50%,时间0秒。
备注:将机械手主臂下降至模具中间指定位置,三板模一般为动模板与中模板之间。
九、5绝对定位[副上下]947.22mm,速度50%,时间0秒。
备注:将机械手副臂下降至模具中间指定位置,三板模一般为定模板与中模板之间。
十、6绝对定位[正引拔]169.74mm,速度50%,时间1.8秒。
备注:将机械手主臂前进至模具中间指定位置,为夹产品做准备。
十一、6绝对定位[副引拔]94.86mm,速度50%,时间2秒。
备注:将机械手副臂后退至模具中间指定位置,为夹水口做准备。
十二、7开启[Y05],时间1秒。
备注:开启抱具1,时间为1秒,夹产品一。
十三、7开启[Y07],时间1秒
备注:开启抱具2,时间为1秒,夹产品二。
十四、7开启[Y06],时间1秒
备注:开启抱具3,时间为1秒,夹水口。
十五、8绝对定位[正引拔]274.66mm,速度50%,时间0秒。
备注:将机械手主臂后退至模具中间指定位置,为上升做准备。
十六、8绝对定位[副引拔]160.72mm,速度30%,时间0秒。
备注:将机械手副臂前进至模具中间指定位置,为上升做准备。此时速度调整为30%,放慢速度,确保安全。
十七、9绝对定位[正上下]0mm,速度50%,时间1秒。
备注:将机械手主臂上升至模具上方指定位置。
十八、9绝对定位[副上下]0mm,速度50%,时间0秒。
备注:将机械手副臂上升至模具上方指定位置。
十九、10塑机[允许关模],延时0秒。
备注:允许模具关模。
二十、11绝对定位[正引拔]37.79mm,速度50%,时间0秒。
备注:将机械手主臂移至安全位置,与副臂拉开安全距离,为主臂夹具翻转做好准备。将主臂夹具翻转的好处是横出时不会撞到注塑机安全门。
二十一、12正臂[倒平],时间0.5秒。
备注:将主臂夹具翻平,避免横出时撞到注塑机安全门。
二十二、13绝对定位[横行]347.23mm,速度50%,时间1秒。
备注:将机械手横行至注塑机外,为副臂夹具放水口做准备。时间设置为1秒。
二十三、14关闭[Y06],时间0.8秒。
备注:关闭抱具3,副臂夹具放水口。时间设置为0.8秒。
二十四、15绝对定位[横行]4.07mm,速度50%,时间0秒。
备注:将机械手横行至流水线上方,为主臂夹具放产品做准备。
二十五、16绝对定位[正上下]1040mm,速度10%,时间0秒。
备注:将机械手横行至流水线上方,为主臂夹具放产品做准备。速度调整为10%,放慢速度,保证安全。
二十六、17关闭[Y05][Y07],时间0.5秒
备注:关闭抱具1和抱具3,主臂夹具放产品。
二十七、18绝对定位[正上下]0mm,速度12%,时间0秒。
备注:主臂上升至原点。速度调整为12%,放慢速度,保证安全。
二十八、19程序结束。
备注:速度和时间请根据现场运行情况调整。程序为王老师编写,备注为张老师编写,版权为王老师所有,引用请注明来源。相应视频课程可在我的抖音橱窗购买,谢谢!
,免责声明:本文仅代表文章作者的个人观点,与本站无关。其原创性、真实性以及文中陈述文字和内容未经本站证实,对本文以及其中全部或者部分内容文字的真实性、完整性和原创性本站不作任何保证或承诺,请读者仅作参考,并自行核实相关内容。文章投诉邮箱:anhduc.ph@yahoo.com