锂电芯焊接方法(锂电笔记011CMT焊接基础)
1 CMT焊接原理
冷金属过渡技术(Cold Metal Transfer,CMT)是由奥地利福尼斯公司在电源的精确能量控制和“无飞溅引弧”的焊丝送抽技术基础上开发出来的一种低热输入量和精准熔丝量控制的工艺方法。CMT通过协调送丝控制及实时监控,实现焊接过程中的冷热循环交替,其热输入低于传统熔化极气体保护焊(GMAW)。

CMT工作原理
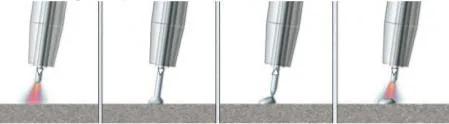
(1)电弧加热 (2)溶滴过渡 (3)焊丝回抽 (4)重新加热
图1:在电弧产生过程中,焊丝向熔池中运动。
图2:当焊丝伸及熔池时,电弧熄灭。焊接电流降低。
图3:焊丝回抽:焊丝的缩回运动有助于短路中的熔滴分离,短路电流保持的很小。焊丝回抽终止了短路状态,并且重新点燃电弧。
接下来,又会再次反转焊丝运动方向,使得之前所描述的步骤从头开始。整个的这一往复动作的频率最高可达160Hz。

CMT设备
2 CMT工艺特点
①焊丝回抽运动。数字化工艺控制,当监测到短路瞬间,通过控制焊丝回抽帮助熔滴过渡,最高可达90次每秒。
②无飞溅。焊丝的回抽运动有助于短路过渡时熔滴的分离,短路过渡始终被控制,并保持很小的电流。
③极低的热量输入。在焊接过程中,焊丝向前运动一旦接触工件发生短路,焊丝便被回抽。在产生电弧时,电弧本身只有短暂的热量输入。
④极为稳定的电弧。电弧长度通过机械式的检测和调整,无论工件表面材质如何或焊接速度如何,电弧始终保持得非常稳定。即可以在任何地方和位置使用CMT工艺。

普通MIG与CMT对比
CMT与普通MIG/MAG焊相比的优势:
- 快速引弧,无飞溅;
- 焊接速度更快;
- 热输入量更低,变形小;
- 弧长控制更精确,电弧更稳定;
- 可以实现低至0.3mm的超薄铝板的焊接;
- 良好的搭桥能力,装配间隙要求降低。
3 CMT焊接工艺参数
影响焊缝品质的影响因素有:焊接电流、焊接电压、送丝速度、焊接速度、干伸长度、焊枪姿势、保护气种类流量、焊丝种类、板材搭接间隙等
1 焊接电流
电流是影响焊缝质量最主要的因素,当电流较小时,热量不足,会导致板材未熔合,焊缝强度低;当电流较大时,焊缝的熔深会明显增加,越容易产生焊穿、气孔、咬边等缺陷
2 焊接电压
电压是影响焊缝熔深的主要因素,当电压偏低时,熔宽变窄、余高增大、飞溅增大,但电压过低会造成焊丝尖端进入熔池,使电弧熄灭而无法焊接;当电压偏高时,弧长变长、熔宽变宽、飞溅颗粒增大,易产生气孔、咬边等缺陷
必须要注意的是,为了保证电弧过程的稳定性,这两个参数都有一定的范围,并且是相互制约的。电流要有足够的弧长,即要有一定的电弧电压,才有稳定的电弧和稳定的熔滴过渡过程。CMT焊接系统采用的是一元化调节方式,即通过送丝速度来设置焊接电流和电压,电弧电压可以通过弧长修正系数来调节。
3 焊接速度
在焊接电压和焊接电流一定的情况下,焊接速度的选择决定了单位长度焊缝所吸收的热能量,即焊接线能量Q:
Q=I×U/t
I:焊接电流(A)、U:电弧电压(V)、t:焊接速度(mm/s)
当焊接速度较小时,单位长度焊缝所吸收的热量过大,易产生焊穿不良;焊接速度较大时,热量偏小,会导致焊缝未填满现象。焊接速度还是决定生产节拍最主要的因素,经过多次焊接试验,平衡焊缝质量与生产节拍两方面考量
4 焊接干伸长
焊丝的干伸长度为焊丝从导电咀到工件的距离,干伸长度过短时,飞溅较大、焊丝易与导电咀粘结,喷嘴易被堵塞,导致生产频繁停线;过长时,电弧不稳、熔深变浅,易产生气泡等不良。当电流I<300A时,L=(10~15)倍焊丝直径,I>300A时,L=(10~15)倍焊丝直径 5mm。焊丝的干伸长也要设置合理,大约为15 mm。根据现场经验,干伸长设置为10~13 mm之间,为焊接最稳定干伸长。如果干伸长过长,焊接时就会发生引弧失败的情况。
5 焊枪角度
根据现场试验,焊枪采用前进法焊接,即电弧推着熔池走,对板材有一定的预热作用,气体保护与焊缝成形效果较好,飞溅较小,焊接角度一般0~15°。
6 焊接保护气
保护气体量不宜过大,也不宜过小,需要根据现场实践来调节。如气体量过大,焊接熔池会被吹散,且焊缝会有气孔产生;保护气体量过小,无法起到最佳保护效果,也会容易产生气气孔。
保护气体量是固定的,如果出现由保护气体导致的焊接缺陷,大多是由于气体保护管路出现问题。还有就是喷嘴焊渣过多,致使保护气体量不足。由于在使用过程中,MAG焊会产生很大的飞溅,容易将喷嘴堵塞,减少保护气体流量,所以要定时使用清枪器清理焊枪喷嘴内的飞溅焊渣,并喷洒防溅液。
7 焊接轨迹
如果节拍允许,可以将直线轨迹改为摆动轨迹,这样,焊接时对板材匹配的容错能力就变大了,即使零件尺寸出现一些小的波动,也能保证焊接质量。机器人运行轨迹可以设置成三角形、梯形、不对称梯形、螺旋形等,如表1所示。

8 起弧电流和收弧电流
为保证顺利引弧,通常要单独设置起弧电流,起弧电流要稍大于焊接电流。为保证顺利收弧,防止咬边,还需要单独设置收弧电流,收弧电流要略小于焊接电流。
Starting current Is 设置为135%,含义为起弧电流为正常焊接电流的135%,即大电流起弧,保证焊接起弧的可靠性。Final current为设置收弧电流,设置值为50%,保证顺利收弧,且不会出现咬边缺陷。
【若对你有帮助,点赞收藏,避免找不到!】
,免责声明:本文仅代表文章作者的个人观点,与本站无关。其原创性、真实性以及文中陈述文字和内容未经本站证实,对本文以及其中全部或者部分内容文字的真实性、完整性和原创性本站不作任何保证或承诺,请读者仅作参考,并自行核实相关内容。文章投诉邮箱:anhduc.ph@yahoo.com






