生物可降解塑料袋生产(可降解材料生产及可降解包装袋生产)
根据可生物降解材料研究所的数据,PBSA是一种具有良好加工性能的半结晶热塑性共聚酯,但其高昂的价格限制了其在市场上的应用。因此,有可能将PBSA与廉价且可降解的TPS掺混,或引入PLA来完成PBSA / TPS / PBSA复合材料的基本配方,从而形成具有优异机械性能和成本优势的可完全生物降解的材料,具有广泛的应用前景。在市场上的应用价值。
01.淀粉和热塑性淀粉(TPS)
淀粉广泛分布于水果,水果或植物的根或叶中。世界每年生产数亿吨淀粉,这是许多可再生和可生物降解的资源之一,并且具有来源广泛,价格低廉的优点。目前,可降解塑料总产量的2/3以上是淀粉可生物降解塑料。
淀粉的基本结构单元是吡喃葡萄糖,根据淀粉的结构特征可分为直链淀粉和支链淀粉。
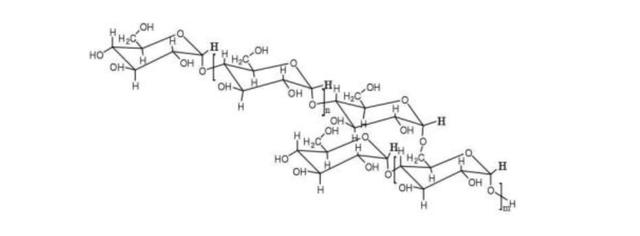
支链淀粉结构
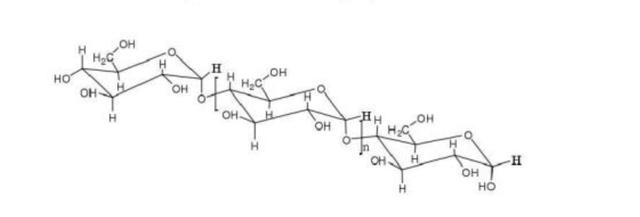
直链淀粉结构
天然淀粉具有微晶结构和颗粒结构,因此没有热塑性加工性。在外力,热量和增塑剂的协同作用下,原始晶体结构被破坏,淀粉具有热塑性加工性。这种淀粉也称为热塑性淀粉,热塑性淀粉的加工温度在105℃至190℃之间。
目前,中国有几种制备热塑性淀粉的技术路线:
1.淀粉与增塑剂共挤出;
2.配混活性淀粉和可降解聚合物;
3.通过接枝技术制备热塑性淀粉;
4.醚化改性淀粉,并在骨架材料(例如纤维素等)中与增塑剂复合。
02. PBSA / TPS复合材料的制备
TPS的制备
玉米淀粉在120℃的烤箱中干燥5小时,以确保水分含量在1%以内。然后,将玉米淀粉和甘油在高速混合器中按质量比100:20进行混合,然后送入长径比为36:1的同向双螺杆挤出机中进行制粒。冷切。从进料口到挤出机头末端的挤出机各阶段的螺杆筒温度设定为80℃,110℃,130℃,130℃,130℃,120℃。在200r / min的螺杆速度和50Kg / h的进料速度下获得TPS,以备后用。
PBSA / TPS制备
PBSA在80℃下干燥5小时,然后在高速混合器中与TPS高速混合,质量比分别为0 / 100、10 / 90、30 / 70和50/50。将pbsa均匀混合后,送入长径比为36:1的挤出机中,在130℃至150℃的加工温度下挤出并制粒,制得具有不同TPS质量分数的pbs。

03. TPS / PLA复合材料的制备
TPS的制备方法与上述相同
TPS / PLA准备
在80℃的烤箱中干燥PLA 5小时,以确保水分含量低于600ppm,然后在高速混合机中按照配方表中所示的比例将其与TPS混合,然后将其送入挤出机 长径比为36:1。 从排出口到挤出机头端部的各段挤出机的温度设定为130℃,150℃,150℃,160℃,165℃,160℃,160℃。 以200r / min的螺杆速度和50Kg / h的进料速度制备TPS / PLA复合颗粒。

04.制备pbsa / TPS / PLA复合材料
将PBSA和PLA在80℃的烤箱中烘烤5小时,以确保水分含量小于600 ppm,TPS的含量固定为30%,并调整PLA和PBSA的含量。 将它们按照下图所示的比例在高速混合器中混合,然后以长径比36:1送入挤出机。 从排出口到挤出机头末端的挤出机各部分的螺杆机筒温度设定为130℃,140℃,140℃,150℃,140℃和130℃。 以200r / min的螺杆速度和50Kg / h的进料速度制备PBSA / TPS / PLA复合颗粒。

免责声明:本文仅代表文章作者的个人观点,与本站无关。其原创性、真实性以及文中陈述文字和内容未经本站证实,对本文以及其中全部或者部分内容文字的真实性、完整性和原创性本站不作任何保证或承诺,请读者仅作参考,并自行核实相关内容。文章投诉邮箱:anhduc.ph@yahoo.com






