pcb焊盘激光后氧化怎么处理(热风整平及化学镀镍)
- 作者简介:
长期从事PCB工艺维护、改进及技术研发工作,现任职于一家上市公司研发总监;对高端PCB制造颇有研究。
Chapter 1表面处理原理
一 热风整平原理
1 概述:
热风整平又称喷锡,是将印制板浸入熔融的焊料中,再通过热风整平将印制板的表面及金属化孔内的多余焊料吹掉,从而得到一个平滑,均匀又光亮的涂覆层。
热风整平可分为垂直式和水平式两种类型,我公司使用垂直式热风整平。
热风整平工艺包括:助焊剂涂覆,浸入熔融焊料,当印制板从焊料中提取出来时利用热风整平。
热风整平后的板面进行后处理,以除去残留的助焊剂,因为助焊剂会对阻焊层起破坏作用,一方面会在波峰焊接时造成阻焊层起皱,影响外观,另一方面,焊剂在阻焊层下面,影响波峰焊接后的清洗效果,造成印制板在使用过程中漏电,还容易产生桥连现象而引起短路。
2热风整平用材料的性能要求:
①组成:助焊剂由焊剂载体,活性成分和稀释剂等组成。
②性能要求:选用助焊剂应充分考虑助焊剂活性,热稳定性,易清洗性,以及粘度和表面张力等性能。
③助焊剂应具备高热稳定性,闪点大于288℃,挥发性小,烟雾少,对环境和操作人员无害,对设备无腐蚀性。
④助焊剂的粘度和表面张力对焊料润湿铜面有很大影响,较低粘度和较低表面的助焊剂易于流动,并能充分润湿表面,并且可降低焊料与铜表面的界面张力,使焊料易与铜表面生成Cu6Sn5的金属间化合物,从而达到良好润湿。高粘度的助焊剂降低了热传递的效率,需要较长的浸焊时间和较高的焊料温度,如果热量传递不够,铜焊盘达不到形成Cu6Sn5的温度,容易造成润湿不良等现象。所以需选择适中粘度的助焊剂。
助焊剂必须易清洗,热风整平后的印制板必须彻底清洗干净,否则会影响电气性能,甚至在以后的装配焊接时可能产生冒泡现象。最好采用水溶性助焊剂,清洗方便易行,由于助焊剂中含有表面活性剂,清洗时会产生大量泡沫,使用机器喷洗会影响清洗效果,最好选用无泡或少泡的助焊剂。
3焊料的性能要求:
①热风整平工艺最好作用高纯焊料,其中铜的含量必须低于0.02%,其它杂质如铁,锌和铝的含量也有一定的要求。

②焊料必须具有最大的流动性,在焊料中的锑的含量少于0.5%,可改善热风整平的效果,能减少焊料形成疙瘩,生成较少的焊渣,且涂覆层表面也较光亮。
③漂铜处理:随着加工板数量的增加,焊料中铜的含量也会增加,焊料槽中铜的污染会使焊料的流动性变差,并且也影响外观,当铜的浓度达0.35~~0.45%时,热风整平工艺就会出问题,一般要求铜含量不要超过0.3%,当铜含量超标时,要进行漂铜处理,在不工作时,将焊料槽的温度降低到大约191~~207℃的焊料固相线温度附近,大部分铜形成长针状铜锡化合物,并浮到焊料的上部。
4 焊料温度:
Page 1
①焊料温度的选择通常取决于所采用的焊料类型,所加工的印制板的类型,以及助焊剂的类型,如焊料温度低,会引起金 属化孔堵塞。厚一些的印制板要求的焊料温度比薄板的高一些,焊料温度应低于所采用的焊剂的闪点。
②热风整平普遍采用的是63/37的锡铅合金,它们的共熔点为183℃。焊料温度为183~~221℃时,其与铜生成金属化合物的能力很小,基材在较高温度下易损坏,所以焊料温度尽量选择低一些,因焊料在221℃时进入润湿区,我公司控制焊料温度240~~260℃,最佳范围为245±℃。
5 空气刀气流温度:
①空气刀气流温度影响焊料涂层厚度和质量,空气刀气流温度低,可能导致金属化孔堵孔,锡铅涂层表面发暗等,空气刀气流温度高导致焊料涂层厚度过薄。
②其它一些因素如层压板的类型,所选用的阴焊涂层的类型等都可能影响空气刀气流温度的选择,一般控制在260~~300℃,最佳范围为270±5℃。
6 风刀的空气压力:
①压力是影响焊料涂层厚度和金属化孔是否堵塞的主要参数,涂层厚度可用增加压力来减小,反之亦然。
②清除金属化孔内的焊料常用增加风刀的压力来解决,压力调整范围很宽,调节取决于板子的几何形状,风刀间隙,提出速度,风刀空气温度以及板子距前后风刀的距离等。
③风刀必须清洁,没有堵塞,一般每生产40PNL板清理风刀一次,清理风刀只能用合适的厚薄规,小心清洁风刀口,以免损伤风刀导致局部刀口间隙扩大,引起板子质量问题。
④不同型号的热风整平机对风刀的空气压力的要求不尽相同,一般控制在0.8~~5kg/cm2,最佳范围为2±1kg/cm2。
⑤始终保持前风刀压力比后风刀压力高。因为前风刀离板的距离比后风刀更远。
⑥通常印制板金属化孔越小,要求压力越高,以保证孔不被堵塞。
7 浸锡时间:
①浸锡时间与板厚及锡面大小成正比,也取决于其它方面的因素,例如采用助焊剂的类型,层压板的耐热性能和印制板上导电图形的分布情况等,停留时间延长有助于焊料和铜表面形成金属间化合物,产生良好的润湿。
②一般控制范围为1~~4秒,最佳范围为1.5~~3秒,浸锡时,视板的厚度不同而设。
8风刀吹风时间:
①风刀吹风时间主要影响焊料涂层厚度,时间长一些,焊料涂层薄一些,并且孔里涂层也薄,时间短,产生不规则的堵孔,时间的选择取决于板的类型。小板和大金属化孔时间可以短一些,而大板要求时间长一些。
②一般控制在1~~3秒,最佳范围1~~2秒。
9 风刀角度调整:
①风刀的角度对热风整平质量的影响很大,它取决于板子的几何形状和其它参数,如果风刀角度调在0℃,那么就有焊料喷到相对的风刀上堵塞风刀,降低风刀角度将使焊料向下喷,如果角度太陡,就可能有堵也问题。风刀的角度对焊料涂层厚度的影响较大.
②在生产中应根据PCB锡面大小,进行适当调整,角度调整不合适,将造成印制板两面的焊料厚度不一样,也可能引起熔融焊料的飞溅。后风刀角度应与水平面平行,前风刀角度比后风刀低4℃左右。
10前后风刀垂直位置的调节:
①垂直位置调节的目的是使风刀之间有一定高度差,这个差值保证气流不会在印制板孔中形成“对头”碰撞,一般后风刀比前风刀低3~~15mm,因此金属化孔首先被后风刀吹透,然后被前风刀吹透,从而得到良好的通孔涂层。
11前后风刀间距的调节:
通常将风刀尽可能靠近印制板,视PCB之不同而调之。一般约12~~30mm。
12焊料液位的调整:
正确的焊料液位需保证从印制板上滴下来的助焊剂可以在焊料表面形成一层防止形成熔渣的助焊剂层,该层厚度是借助于残渣溢流口来维持,该溢流口位于焊料静止液位之上6.4mm处,当助焊剂残渣积累超过6.4mm厚时,通过溢流口将残渣排出去。如果不注意,焊料液位超过了溢流口就会造成焊料溢流,堵塞残渣输送槽,如果焊料液位过低,助焊剂残渣和熔渣就可能进入泵腔,严重影响焊料的质量。工作时,至少每4小时检查一次液位,液位不够则添加焊料,需慢慢地一根根加入直到熔合至标准液位时为止。
13焊料波波调整:
Page 2
焊料波的调节应使焊料均匀地在喷嘴两侧溢流,并且横跨整个长度,这可以清洁喷嘴上的熔渣和助焊剂残余物,以便负责制板只和纯净的焊料接触。一般每生产1~~2小时应清除锡槽内之废渣,搅拌槽内的助焊剂泥,挡锡板及风刀壁的锡渣等。
14冷却:
刚经过热风整平的印制板温度高,为防止热冲击产生板翘或金属化孔孔壁镀层断裂,不能立即用水冷却,需要较低的热传递速度下慢慢冷却。通常在大理石平台上冷却。
15后清洗:
热风整平后冷却的印制板必须及时清洗干净,清洗干净与否将直接影响印制板的最终可靠性,离子污染会引起漏电或介质击穿,金属化孔中的有机物可能引起电子元器件焊接起泡。
清洗的难易程度取决于选用的助焊剂,最好选用低泡易水洗的助焊剂,清洗干净的印制板应及时热风吹干,否则焊料会发黑,同时潮湿空气也能使焊料表面逐渐氧化而发黑,并影响可焊性,清洗后的印制板应存放在干燥的环境中,严禁沾到助焊剂,汗迹等酸性之物质,以防止焊料发黑。
二 化学镀镍(金)原理
1化学镀镍的反应历程:
①主反应:
第一步:溶液中的次磷酸根在催化表面上催化脱氢,同时氢化物离子转移至催化表面,而本身氧化成亚磷酸根.
H2PO2- H2O─→ HPO32- H 2H-(吸附于催化表面)
第二步:吸附于催化表面上的活性氢化物与镍离子进行还原反应而沉积镍,而本身氧化成氢气.
Ni2 2H-─→ Ni0 H2↑
总反应式可写为:
2H2PO2- 2H2O Ni2 ─→ Ni0 H2↑ 4H 2HPO32-
部分次磷酸根被氢化物还原成单质磷,同时进入镀层
H2PO2- H-(催化表面)─→ P H2O OH-
上述反应是周期地进行的,其反应速度取决于界面上的PH,PH较高时,镍离子还原容易,而PH较低时磷还原变得容易,所以化学镀镍层中含磷量随PH升高而降低。
②副反应:
除上述反应外,化学镀镍中还有副反应发生,即
H2PO2- H2O─→ H HPO32- H2↑
由于存在副反应,实际每消耗2mol次磷酸钠大约能沉积极0.7mol的镍原子。
加入槽中的次磷酸盐最终约90%转化为亚磷酸盐,亚磷 酸镍溶解度低,当有络合剂存在时,游离镍离子少时,不产生沉淀物,当有亚磷酸镍固体沉淀物存在时,将触发溶液的自分解,在化学镀中不可避免地会有微量的镍在槽壁和镀液中析出,容易导致自催化反应在均相中发生,需要用稳定剂加以控制。反应中生成的氢离子将降低镀液中的PH,从而降低沉积速度,所以需加PH缓冲剂和及时及时调整PH。
2镍盐的影响趋势:
镍盐是镀液的主成分,一般随镍盐浓度升高沉积速度加快,但镍盐过高时,速度过快易失控,发生镀液的自分解,同时镍盐含量还受络合剂、还原剂比例的制约,通常在20~~35g/L。
3次磷酸钠:
是还原剂。其用途取决于镍盐的含量。化学镀镍在PH=4以上,次磷酸盐都能将镍离子还原,通常沉积1g镍需消耗5.4g的次磷酸钠。含量高沉积速度快,但镀液稳定性差,化学镀镍的沉积速度、质量及镀液稳定性又取决于Ni2 /H2PO2-的比值。当Ni2 /H2PO2-=0.3~~0.4时沉积速度达最高值,即20~~30g/L硫酸镍应加速30~~40g/L的次磷酸钠。比值为0.25,镍层发暗,高于0。6则沉积速度很低。
H2PO2-的浓度合适值为0.15~~0.35M,最好保持在0.22~~0.23M范围,浓度高则镀液易分解,浓度低则沉积速度太慢。
4络合剂:
Page 3
随着反应的进行,亚磷酸盐将不断积累,当HPO32-的含量高到一定的程度时,就会有亚磷酸盐沉淀析出,将成为潜在的促进溶液自然分解的因素。为此,加入络合剂以络合镍离子,避免产生沉淀。常用的络合剂有乙醇酸、乳酸等二官能酸体酸和苹果酸、柠檬酸盐等三官能配体酸。镍离子通过与络合剂中的O或N形成共同配价键连成一个具有封闭环的镍螯合物。络合剂的用量与官能配体数有关,0.1M/L的镍离子需0.3M/L的二官能配体酸,需三官能配体酸0。2M/L。可作络合剂的还有氨基乙酸、丙二酸等。其中乳酸、乙醇酸、丁二酸、氨基乙酸、丙二酸还是化学镀镍的加速剂。沉积速度能提高10~~20%。其机理可能包括形成杂多酸,通过杂多酸的位阻斥力有利于次磷酸盐的脱氢作用。次磷酸盐的催化脱氢大概是沉积反应的控制步骤。
5稳定剂:
①化学镀镍正常工作中,也有微量的镍或镍磷在全部镀液中自发形成,或析于槽壁,或县浮于镀液中,这就形成了催化核心。
导致镀液的自然分解,而且沉积速度愈快的镀液自然分解的趋势也越大。这种分解还易受到亚磷酸镍或落入槽中的尘埃的触发作用。镀液装载量过大,对镀液稳定性也有不利的影响。
②化学镀镍最棘手的问题是镀液的不稳定,所以必须加入稳定剂。化学镀镍稳定剂可分为四类:A重金属离子如Pb2 、Bi2 、Sn2 、Zn2 、Cd2 、Sb2 。B含氧酸盐如 酸盐、碘酸盐、钨酸盐等,C 含硫化合物如硫脲及其衍生物、巯基苯并噻唑、黄原酸酯、硫代硫酸盐、硫氰酸盐等D 有机酸衍生物如甲基四羟基邻苯二甲酸酐、六内亚甲基四邻苯二甲酸酐等。
③稳定剂的作用机理:
有些稳定剂如金属阳离子等通过优先吸附于镀液中有催化活性的微小镍核粒上或胶体表面上,使其中毒而失去催化活性,有的通过配位作用使亚磷酸与镍核形成微粒,也能抑制镀液的自分解。
④必须注意稳定剂浓度绝不能高,否则也将毒化固体催化表面,还可能导致整个镀液失效,如Pb2 ≤3mg/L、Cd2 ≤10mg/L、Sb2 Sn2 可达100mg/L。含硫稳定剂的用量也是PPMmg/L级,可单独亦可与重金属稳定剂并用。
⑤有些稳定剂同时具有增加光泽、提高沉积速度和耐蚀性的作用,如加入20~~120mg/L的3~5异硫脲翁盐丙烷磺酸盐作稳定剂,可提高沉积速度30%。
6PH和缓冲剂:
镀液的PH对化学镀镍过程的影响可概括如下:
①当PH增大时,沉积速度随之提高,反之沉积速度减慢。对于酸性镀液,PH<3时,沉积反应实际上已终止。
②当PH增大时,所得沉积层含磷量降低。
③增大PH会降低次磷酸盐还原剂的利用率,此时,相当部分还原剂消耗于析氢。
④对于酸性化学镀镍液,当PH增大时,亚磷酸盐的溶解度降低,亚磷酸镍沉淀析出将有触发镀液自然分解的危险。如果PH继续提高,那么,次磷酸盐氧化成亚磷酸盐的反应将由催化反应,转化为自发性的均相反应:
H2PO2- OH-─→ HPO32- H2↑
这时,镀液很快分解而失效。
为保持镀液PH稳定性,常加入乙醇酸、醋酸、乙二酸、丁二酸等的钠盐或钾盐作缓冲剂,含量通常为10~~20g/L使用过程中,由于副反应将使PH逐渐降低,为此在次磷酸钠中拌些碱性物质(如碳酸钠)一起是很有效的。必须经常测定镀液的PH变化,并用 1:4的氨水调整。有时也可用稀的氢氧化钠溶液。
7温度:
镀液温度是影响化学镀镍沉积速度最重要的因素之一,沉积速度几乎是随温度成指数地增大,为取得高的沉积速度,许多镀液都尽可能使用较高的工作温度。酸性镀液PH=4~~5范围内,工作温度低于70℃,则反应实际上已不能进行,一般保持在90~~95℃,但是温度也不能太高,大于95℃常会因沉积太快而失控,也会导致亚磷酸盐迅速增加,这些都将触发镀液的自分解。
重要的是必须保持镀液工作温度的相对稳定,因沉积层中磷含量随温度而变化,温度波动幅度大,就会产生分层的片状沉积。另外,加热一定要均匀,特别要防止局部过热,最好用蒸汽夹套的加热方式。
Chapter2表面处理工艺流程及技术参数
一 喷锡流程及工艺参数
喷锡的工艺流程为:
来料检查─→烘板(→金手指板须贴红胶→压胶)─→前处理(放板→粗化→循环喷淋水洗*2→强风吹干→喷淋助焊剂)─→插架─→喷锡─→冷却─→后处理(放板→热水循环洗→软刷→循环水洗→自来水洗→烘干)─→接板─→检验
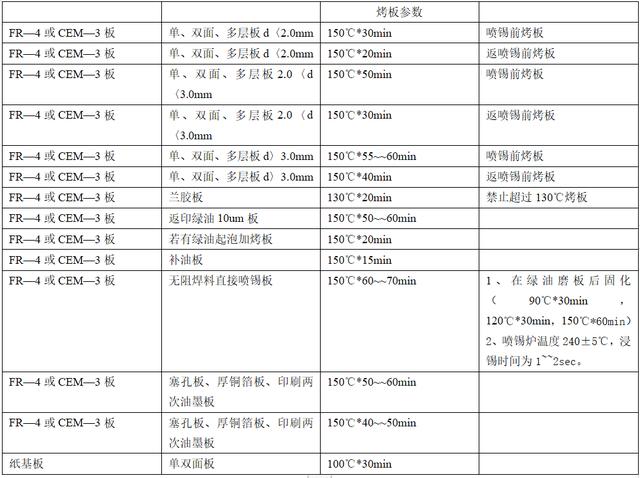
1烤板:
①作用:去除板子的水气及阻焊层的溶剂。防止在喷锡过程中产生气泡。
②烤板参数:
③注意事项:
烤板前要检查板子的尺寸、料号、数量是否与工卡一致,检查板面是否有划伤绿油、字符印反,漏印字符等缺陷。
烤板时间一到,应立即打开烤箱门,以防止阻焊变色。
烤板过程中,搬运板子要戴而高温手套。
注意烤箱不同部位的温度均匀性,一般每实际检测烤箱温度分布情况。
2 前处理:
①作用:去除板面及孔内的氧化及脏污,粗化铜表面,形成微观的粗糙度,并涂布一层助焊剂,以保证润湿铜表面及后续的热风整平效果。
②工艺参数:

③工作前的准备:
分析药水槽成分,检查液位。
检查各喷管、喷嘴是否通畅,风刀是否通畅,输送轮运行是否正常。
打开总水阀及压水辘处水阀,润湿压水辘。
打开总电源,依次打开各功能键,包括输送、化学水洗喷淋、循环水洗喷淋、吹干、助焊剂喷淋。
④操作:
做首板,放板3~~5PNL,观察微蚀后的效果,水洗的充分性,上松香前的板面及孔内应无太多水分。
试板合格后,可批量生产,放板时应左右交叉放板,板与板之间的间隔保持在2cm以上。同时检查板面有无绿油擦花、漏印字符、金手指漏贴红胶等隐患。
接板人戴胶手套,检查助焊剂的涂布均匀性及其它情况。然后将板插架,待喷锡。
一般地,涂布过助焊剂的板应在5min内喷锡,不能及时安排喷锡的板须过后处理退掉松香,以防止松香对绿油的溶解和溶胀作用。
3喷锡:
①作用:在印制板的表面焊盘及孔内涂覆上一层光亮、平整、均匀的锡铅层,以方便焊接。
②工艺参数:

③工作前准备:
清洁锡炉,搅拌槽,喷锡机机身。
用碎布沾水将冷却钢板擦净,不允许有锡渣等垃圾。
检查锡槽内的锡液位高度,不够则添加锡条,需慢慢地一根根加入直到熔合至标准锡位时止。
打开锡炉加热开关,风刀加热开关,抽风开关,并设温度。
风刀压力调整,视板面厚薄情况,调节机身后与之相对应的前后风刀压力调节阀。
T型杆升降速度调节,根据需要可调节T型杆升降速度。
设定吹风时间为1~~3sec
设定浸锡时间为1~4sec。一般情况下,小于1.2mm的板,浸锡时间为1~2sec,1.2~1.6mm的板,浸锡时间为2~~3sec,2.0mm以上的板,浸锡时间为3~~4sec。
④风刀参数的设置及注意要点:
前风刀与后风刀的水平间距为12~~30mm。
前风刀与后风刀的垂直间距为3~~15mm。(前风刀高些)
后风刀角度应与水平面平行,前风刀角度应比后风刀低4℃左右。
⑤操作:
上板前,连续按2~~3次机身右边绿色启动开关,观察是否正常。
戴干净的厚纱手套将待喷锡板上挂架,调节导轨至松紧合适,调好后,按起动键将板推入锡炉内浸1~~4sec,后自动升起,取下板子,平放于冷却钢板上,待冷却后,作后处理。
试喷锡3~~5PNL作首板检验,首板检验合格,可批量生产,首板检验不合格,则按缺陷情况调整相应参数,直至合格为止方可批量生产。
⑥日常保养:
每生产1~2h应清除锡槽内之废渣,搅拌槽内的松香泥,挡锡板及风刀壁的锡渣等。
每生产4~~40PNL板应清理风刀(视喷板质量而定),清理风刀只能用厚薄合适之厚薄规,小心清洁风刀,不可猛力碰撞以免损伤风刀,致局部刀口间隔过大,引起质量问题。
每喷锡4h及开机时取0.5~~1.2L的助焊剂,淋洒于锡炉内润锡。
每日清除锡槽周围及锡炉底部的矿化物,必要时拆除锡炉内的导轨及搅拌器再清理,以防板脏,板面变色。
作业停止时,清除锡槽内废助焊剂,以防变质碳化起火,关锡炉加热,关风刀温控,以免锡铅容易氧化,短时间不做板,将锡炉温度设置在190℃~~200℃保持恒温,关闭其它电源,若长时间不做板,关闭锡炉电源。
⑦铜处理:频率为每班一次。(约生产250~~~300m2)
先清理锡面之残渣,后将锡炉和搅拌温度升到300℃,保持此温度连续搅拌10min左右,后关闭搅拌机降温至190±5℃,并保持此温,随时捞去锡面上的针状铜晶体,用不锈钢漏勺捞锡炉内之铜渣。
⑧锡铅含量分析:
每周从刚完成铜处理的锡炉中取锡铅样品分析锡铅比例及铜等杂质含量。
根据外发分析报告添加或在锡含量在60%以下补加纯锡条,补加比例按铅锡比为37:63计算出锡炉中的添加纯锡条的量。
⑨换锡:当按正常的铜处理后,锡铅样中的铜含量仍在0.3%以上时就要换锡,频率一般为3.5~~4万m2/次。
停止生产,清理、清洁机台、机身、刀架等,清理锡炉及搅拌槽 的锡面。
将锡炉及搅拌温度置于200℃~~250℃,准备带V型或梯型槽的不锈钢盒接锡,接锡前于放锡口处铺牛皮纸,开始放锡,放锡过程中关闭搅拌泵,并卸下搅拌泵的皮带盖,放锡过程中可以用不锈钢铲搅拌锡炉及搅拌槽中的锡直到锡炉及搅拌槽 中的锡全部放出,注意锡炉及搅拌泵中切不要留太多的残锡,以防卡住搅拌及堵塞出锡口。
放锡完成后,关闭出锡口,清理现场,然后用不锈钢铲刀铲除锡炉缸壁的残渣,注意铲下的残渣尽量清出锡炉,避免堵塞出锡口。
配置10%左右的NaOH溶液加入缸中,将锡炉及搅拌温度置于90℃,开启搅拌,循环清洗锡炉1~~2h,注意开启搅拌之前检查其有无被卡住,搅拌过程中随着溶液的挥发,可不断地加入NaOH溶液。
清洗完成后,排出溶液,用水再清洗锡炉一次。
排出水后,待锡炉及槽中的水基本蒸发干后,向锡炉中添加高温油并升温至260℃~~300℃,开启搅拌循环,用高温油煮缸1~~2h,煮缸中若锡炉缸壁仍有较多残渣,可用不锈钢铲刀铲除。
排出高温油,清理、清洁现场,然后向锡炉中加入新锡、升温融锡、加锡前可适当向锡炉中加入高温油,以帮助融锡。
在换锡清洗过程中可做以下动作:
清理导轨、挂钩。
排放储气罐中的水分。
拆卸搅拌泵、清理、清洁搅拌泵,重新装上搅拌泵并调校皮带的松紧。
4冷却:
喷锡完成后,将PCB板平放于干净的冷却钢板上冷却至150℃以下,然后拿去后处理,取放板时注意手套不可触及锡面,防止锡面发黑。
5后处理:
①工作前准备:
打开水掣开关。
开机依次打开后处理机的以下开关:总电源开关→输送→热循环水洗喷淋→磨刷水洗喷淋→磨刷摇摆→磨刷开关→吹风开关→烘干开关。
②工艺参数:

③检板:
后处理后之板要检查板面及孔内是否有水,若有即减小速度及检查吸水棉的吸水能力。
喷锡后的板严禁沾到松香,汗迹等酸性之物质,以防止锡面发黑,洗板后一定要戴细纱手套取放板。
6常见问题的处理:




二沉镍金工艺流程及工艺参数
沉镍金工艺流程为:
除油→自来水洗*2→微蚀→DI水洗*2→预浸→活化→DI水洗→酸洗→DI水洗→沉镍→DI水洗*2→沉金→回收→DI水洗*2
1除油:
作用:除去板面及孔内的油污及脏物。
有效成分:AC-10 90~~110ml/L 最佳100ml/L
成分分析:2day/次 根据分析结果调整。
操作参数:温度: 40~~50℃ 最佳45℃
时间:4~~6min最佳5min
有循环过滤
换缸(开缸)操作:频率:按AC-10累计补加1MTO更换。

服务生产高端PCB产品
2-40层PCB高可靠制造
盲埋孔(HDI)1,2, 3阶
软硬结合线路板
背钻,金手指以及超厚铜板
,免责声明:本文仅代表文章作者的个人观点,与本站无关。其原创性、真实性以及文中陈述文字和内容未经本站证实,对本文以及其中全部或者部分内容文字的真实性、完整性和原创性本站不作任何保证或承诺,请读者仅作参考,并自行核实相关内容。文章投诉邮箱:anhduc.ph@yahoo.com






