泵检查标准及依据(泵类设备的对中检查)
1、专业术语
对中:泵类设备的对中一般指联轴器对中,先调整好泵轴的位置、标高、水平度,再以泵轴为基准,通过架设百分表等措施来调整电机轴的位置、标高、水平度等,从而使电机轴和泵轴的轴线保持一致的过程。
2、 施工工艺流程检查
泵类设备的对中一般分3个阶段,即设备精调整时预对中、设备二次灌浆后对中、电机单体试运转后再次对中。首先检查确认泵的调整合格,其次检查所用百分表、力矩扳手等工机具是否检定合格,最后检查对中后两轴的轴向和经向偏差及轴距偏差是否符合要求。
3、对中工作重点、难点
3.1 在电机单体试运转后,泵类设备再次对中前,要确认已连接的管道是否存在应力,如果管道存在应力,会造成联轴器无法对中或对中的结果不准确,影响后续的负荷试运转,应要求施工单位消除应力(重新连接管道,确保管道和泵体之间的连接、电机的冷却水管道和电机之间的连接没有强行组对)。
3.2 第一次对中一般在地脚螺栓灌浆后精调时进行,先调整泵体,泵体调整时以调整底座为主,通过垫铁或调整螺钉将泵体的水平度、标高、位置调整合格,后以泵体为基准再调整电机(电机和底座之间可以增加垫片),使电机轴和泵轴的轴线保持一致。

1)双表测量法。是用两块百分表分别测量联轴器外圆和端面同一角度的偏差值,即在测量某个角度上的径向读数的同时,测量出同一角度上的轴向读数。一般要先在联轴节圆周上分好角度(0°、90°、180°、270°),在作为基准的泵半联轴节上装上专用夹具及百分表,使百分表的触头指向电机机侧半联轴节的外圆及端面,如图所示:
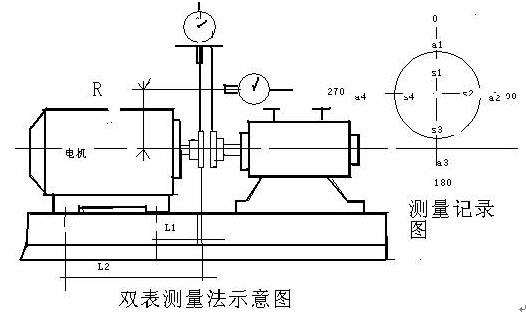
这种方法可满足一般泵的安装精度要求,其主要缺点是对有轴向窜动的联轴器,在盘车时其端面的轴向度数会产生误差。因此,这种测量方法适用于由滚动轴承支撑的转轴,轴向窜动比较小的中,小型泵。
2)三表测量法。与两表测量法不同之处是在与轴中心等距离处对称布置两块百分表,在测量一个角度上径向读数和轴向读数的同时,在相对的一个180°方向测其轴向读数,即同时测量相对两方位上的轴向读数,可以消除轴在盘车时窜动对轴向读数的影响,其测量记录图如图所示,三表测量法示意图如下:

根据测量结果S1,S2,S3,S4四个平均值作为各方位计算用的轴向读数,与a1,a2,a3,a4四个径向读数记入同一个记录图中,按图中的数据分析联轴器的偏移情况,并进行计算和调整。
这种测量方法精度较高,适用于需要精确对中的精密或高速运转的泵,相比之下,三表测量法比两表测量法在操作与计算上稍繁杂一些。
3.3.3、激光对中仪法。相对于其它的对中方式,具有快捷,简单,准确性高的优势,尤其对于大型机组,更为明显。它由几部分组成:激光发射器,激光接收器,控制液晶屏,这三者之间的连接数据线,专用的链条式(或磁力表坐)卡具(用来把激光发射和接收器固定在联轴器上)。在把激光发射器和激光接收器固定在联轴器上之后,再将连线和控制屏接到一起,选择找正模式,按提示输入相应的数据:一般有激光发射器的回转直径,激光发射器和激光接收器之间的距离,调整机各支脚到接收器的距离。一般只须盘车180°即可,之后各脚的加减垫片数据和水平方向移动调整数据将由控制液晶屏显示出来。一般经过两次调整即可完成。
激光对中仪的使用方法见下图。

3.4 百分表起始测点选取不当可能导致表杆在测量过程中悬空,导致测量结果不真实、不准确。具体解决办法是选取百分表较大起始量程(特别是在初对中时),一般选取量程为 3~7mm,并把起始测点(0点)设置在量程中点位置附近。采取多次测量,要求数据具有总体上的可重复性,选取最稳定的一组数据。理论上,在任意3个角度上测量,即可计算出轴系的对中偏差,但为了简化计算,在实际的对中测量过程中,一般要求在主轴或轮毂上4个均布的测点0°、 90°、180° 和 270°共4个位置上测量读数,但往往不能在该4个角度上准确定位,测点可能偏离理论位置,若偏,百分表读数相对误差可达到10%~15%。避免转动角度不均匀造成测量读数偏差的主要方法有:在4个均布的测点用水平仪测量,或事先测量好并作出标记,并且在转动过程中尽量慢,确保每次能够准确地停在所需的位置。
3.5 对中数据的偏差要求:轴向偏差0.05mm,径向偏差0.05mm,厂家有要求的按照厂家要求执行。
4、百分表基础知识
常见百分表的构造如图所示。量杆的下端有测量头。测量时,当测量头触及零件的被测表面后,量杆能上下移动。量杆每移动1mm,主指针即转动1整圈。在表盘上把全圆周分成100等份。因此,每等份为0.01mm. 即主指针每摆动1格时.量杆移动0.01mm。所以,百分表的测量精度为0.01mm。

免责声明:本文仅代表文章作者的个人观点,与本站无关。其原创性、真实性以及文中陈述文字和内容未经本站证实,对本文以及其中全部或者部分内容文字的真实性、完整性和原创性本站不作任何保证或承诺,请读者仅作参考,并自行核实相关内容。文章投诉邮箱:anhduc.ph@yahoo.com






