注塑产品有混色怎么办(注塑经典案例分析)
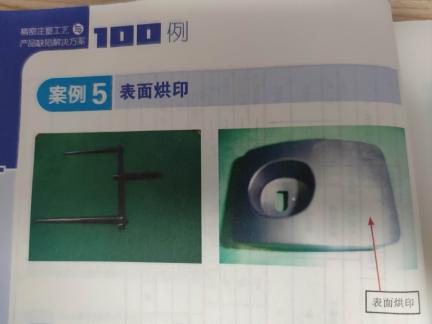
案例五、ABS表面烘印
(1)现象:产品在生产过程中时常会在表面出现发白及烘印。
(2)不良原因分析
A.模具主流道细而长,进胶口方式为点入进胶,熔料流至进胶口附近,由于速度慢及压力大,造成产品应力增加,烘印明显。
B.模具温度设定前模太低,后模又太高。
C.末段压力及周期时间不合理。
(3)对策
A.运用多级注射及位置切换。
B.前模温度由76℃升至85℃,后模温度由76℃降至73℃。
C.冷却时间由原来的40秒增加47秒。

案例六、黑色ABS注塑光影
(1)现象:外壳在生产过程中,在结构有落差的位置及离进胶口远距离位置容易产生光影。
(2)分析:
进胶方式为单点进胶,胶流进入模腔后需要足够的时间才能充填饱和,在单位时间内如压力过小,产品会冷却收缩不均,模具本身受热不均匀及温度不够也会造成产品冷却收缩不一致。
(3)对策
①运用多级注射及位置切换。
②提高整体压力由原来的120改为130,射胶时间相应提高。

内容来自《精密注塑工艺与产品缺陷解决方案100例》,李忠文、蒋文艺、陈延轩、蔡恒志编著,可在我抖音橱窗购买原文书籍,谢谢!
,免责声明:本文仅代表文章作者的个人观点,与本站无关。其原创性、真实性以及文中陈述文字和内容未经本站证实,对本文以及其中全部或者部分内容文字的真实性、完整性和原创性本站不作任何保证或承诺,请读者仅作参考,并自行核实相关内容。文章投诉邮箱:anhduc.ph@yahoo.com






