切削刀具的基本知识(切削刀具的常用知识)
第一页:材料
刀具材料的基本性能介绍A. 材质硬度
指材料局部抵抗硬物压入其表面的能力。切削刀具的材料硬度必
须高于被加工材料的硬度才能进行切削,这是刀具材料必备的基本要
求。刀具材料越硬,其耐磨性越好。
(一) 强度与韧性
强度指刀具材料抵抗切削力的作用而不致于使切削刃崩脆与刀具
折断所应具备的性能,一般用抗弯强度来表示。冲击韧性是指刀具在间
断或有冲击的工作条件下保证不崩刃的能力。一般硬度越高,冲击韧性
越差,材料越脆。
(二) 热硬性
热硬性反映了刀具材料在高温下保持硬度、耐磨性、强度、抗氧
化、抗黏结和抗扩散的能力。一般来说,刀具材料硬度越高,热硬性
也越好。
(三) 刀具材料的性能特点
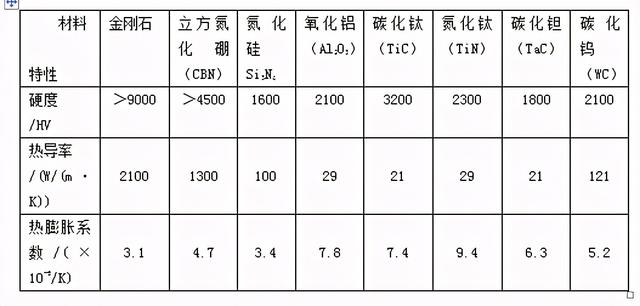
(3-1) 常用刀具材料物理、力学性能

(3-2) 各类刀具材料中的硬质材料特性
B. 高速钢
B1、 定义
高速钢又名风钢或锋钢,意思是淬火时即使在空气中冷却也能硬化
并且很锋利。高速钢能够在"风"中淬硬,它"风钢"的名称由此而来。
它是一种成分复杂的合金钢,含有钨、钼、铬、钒等碳化物形成元素。
合金元素总量达 10~25%左右。其硬度可以达到 HRC63以上。
B2、 分类

B3、 高性能高速钢
高性能高速钢是在普通高速钢的组分中增加含碳量、含钒量、及添
加钴、硅、铌等合金元素的新钢种,提高其耐热性和耐磨性。主要分为:
高碳高速钢、钴高速钢、铝高速钢、高钒高速钢。目前应用范围最广的
是钴高速钢,高速钢中加入钴可提高钢的热稳定性,促进回火时碳化物
的析出,增加弥散硬化效果,提高回火硬度,从而提高常温和高温硬度
及抗氧化能力。
C. 硬质合金
定义
硬质合金是由高硬的难熔金属碳化物(硬质相)和金属黏结剂(黏
结相),用粉末冶金的方法制成。作为切削刀具的硬质合金,常用的碳
化物有碳化钨(WC)、碳化钛(TiC)、碳化钽(TaC)、碳化铌(NbC)
等,常用的黏结剂为钴(Co、Ni)。Co含量一般为 6%~12%。
C1: 性能
C1(1):粒度
硬质合金颗粒的大小决定其物理力学性能。目前市面上的产品其
颗粒大小从小于 0.2um 的纳米级合金到 6um 的粗颗粒合金都有存在。
作为汽车行业加工用刀具,其常用的颗粒大小为 0.5um~0.8um 的亚微
米级。
C1(2):硬度
硬质合金的硬度可以达到 89~93HRA(78~82HRC),在 540℃时仍
可达 82~87HRA。其中 Co 的含量和硬质合金颗粒大小决定了其硬度。
从下图中可以看出,随着 Co 含量的增加和颗粒变大,其硬度会降低。

C1(3):抗弯强度
硬质合金的抗弯强度因为颗粒大小不同差异很大,其范围为 900~
5000MPa。硬质合金的强度随着 Co 含量的增加和颗粒变细而增大。
C1(4):抗压强度
硬质合金具有很高的抗压强度,其可以达到 3900~6000Mpa。抗压
强度同硬度一样,随着 Co含量的增加和颗粒变大而降低。
C1(5):热导率
硬质合金的热导率一般为 33~90W/(m·K)。
C1(6):热膨胀系数
硬质合金的热膨胀系数较小。低的 Co含量有利于提高合金的导热
率,降低热膨胀系数。
C2:硬质合金的类型
C2(2-1):YG类/钨钴类硬质合金
相当于 ISO 标准的 K 类。YG 类硬质合金主要成分为 WC-Co,用于
短切屑的黑色金属(铸铁)、有色金属(硅铝合金)和非金属材料。其
硬度为 89~91.5HRA,抗弯强度 1100~1500Mpa。
C2(2-2):YT类/钨钛钴类硬质合金
相当于 ISO 标准的 P 类。YT 类硬质合金主要成分为 WC-TiC-Co,
用于加工长切屑的金属(钢件)。其 TiC 含量为 5%~30%。其硬度为
89.5~92.5HRA,抗弯强度 900~1400Mpa。因 TiC的硬度和熔点均高于
WC,故 YT 类合金的硬度、耐磨性和耐热性均比 YG 类高,但抗弯强度
和冲击韧性显著降低。
YT 类硬质合金随着 TiC 质量分数的增加其导热性、磨削性和焊接
性显著降低。YT 类硬质合金在切削钛合金和含钛的不锈钢时,刀具中
的钛元素易和工件里的钛元素产生较强的亲和力,发生严重磨损,因
此要避免采用 YT类硬质合金。
C2(2-3)YW类/钨钛钽(铌)钴类
YW 类硬质合金的主要成分为 WC-TiC-TaC-Co,用于加工长或短切
屑的黑色金属和非铁金属。TaC 的加入阻止了 WC 晶粒在烧结过程中长
大,细化了晶粒,能有效提高其物理力学性能。YW类硬质合金兼有 YT
和 YG两类合金的性能,综合性能好。
C3:新型硬质合金
C3(3-1):纳米硬质合金
纳米硬质合金指 WC-Co的晶粒度在数纳米至数十纳米之间的合金。
其同时具有高硬度、高强度特性。其硬度可达 93.5HRA,抗弯强度可达
5000MPa。
C3(3-2):梯度功能硬质合金
梯度功能硬质合金是指其硬质相和黏结相在一定的空间尺度上的
分布呈梯度变化,从而使其性能具有更大的自由度。比如表面富钴层
硬质合金,可以增加刃口的强度。
C3(3-3):混晶结构硬质合金
采用多种硬质合金粒度的原料,制备成含有双峰晶粒组织的硬质
合金材料。
D. 金属陶瓷
定义
金属陶瓷是以 TiC 或 Ti(C、N)作为硬质相,以镍(Ni)和钼(Mo)
等作为黏结相,压制烧结而成的合金。其性能介于陶瓷和硬质合金之
间,用于高速切削各类钢材、球墨铸铁。ISO153-1991将其划归为硬质
合金类(代号 HT),称为"钛基硬质合金"。其存在填补了硬质合金和
陶瓷之间的真空地带。
D1:性能
D1(D1-1):硬度一般可达 91~94HRA,接近陶瓷硬度,抗弯强度比陶瓷高,比硬
质合金低。
D.A.1 抗月牙洼磨损能力强,比 YT类硬质合金高 1~2倍。
D.A.2 有较好的热稳定性和抗氧化能力,在 1100~1300℃高温下仍能进行切
削。
D.A.3 摩擦系数小,抗黏结能力强,不易黏刀和产生积屑瘤。
E. 陶瓷刀片
A. 定义
陶瓷刀具材料的主要成分是硬度和熔点很高的 Al2O3、Si3N4等氧化
物、氮化物,再加入少量的碳化物、氧化物或金属等添加剂,经制粉、
压制、烧结而成。
B. 性能
E.B.1 硬度
陶瓷的硬度可达 91~95.3HRA。耐磨性好,可加工铸铁件和钢件。
适合高速切削和硬切削。
E.B.2 耐热性
陶瓷刀具有很好的高温力学性能。在 1350~1400℃的高温下仍可
进行切削。
E.B.3 抗氧化性和化学稳定性
陶瓷刀具材料成分与 Fe的亲和力小,不易与金属产生黏结。耐腐
蚀性好,化学性能稳定。Al2O3陶瓷在高温下也不易氧化。
E.B.4 摩擦系数
陶瓷与金属的亲和力小,切削时摩擦系数较低。
E.B.5 原料丰富
硬质合金中所含的 W和 Co等材料资源缺乏。而陶瓷刀具的主要原
料 Al2O3、SiO2在地壳中含量丰富,有利于成本的降低。
E.B.6 强度和热冲击性
陶瓷刀具是典型的脆性材料,抗弯强度和冲击韧性低,导热率低,
热膨胀系数高,热冲击性能差,通常采用干式切削或者微量润滑。
C. 陶瓷刀具的应用
E.C.1 陶瓷刀具对数控机床的要求
陶瓷刀具要求机床的转速高、功率大、刚性和稳定性好。陶瓷刀
具铣削灰铸铁可达 800m/min的切削速度。
E.C.2 陶瓷刀具对被加工零件的要求
陶瓷刀具能对大多数未退火的铸、锻件进行毛坯粗加工。但还是
要求毛坯尽量减小缺陷,否则容易造成崩刀。另外在切入和切出处尽
量增加倒角。
E.C.3 陶瓷刀具几何角度的选择
陶瓷刀具是脆性材料,因此其刃口必然进行了钝化处理。具体的
钝化处理方法将会在 PCBN章节讲述。
E.C.4 注意事项
E.C.4.1 Al2O3基陶瓷刀具因含有大量 Al元素,在加工硅铝合金时有极大亲和力,
会出现较大的黏结磨损和扩散磨损。固不适合用于硅铝合金加工。
E.C.4.2 Al2O3/TiC 陶瓷刀具,因其 Ti元素的存在,固不适合加工钛合金。
E.C.4.3 SiC 颗粒或者 SiC 晶须增韧的 Al2O3基陶瓷在加工镍基合金能表现出优
良的切削性能,但在加工钢时,因 Fe和 SiC发生反应导致刀具急剧磨
损。因此添加 SiC的 Al2O3基陶瓷不适合加工铸铁和钢件。
E.C.4.4 Si3N4基陶瓷刀具因 Si 和 Fe 之间有较大亲和力,容易发生相互扩散,
不适合加工长切屑的钢件。
总体来说,Al2O3 基陶瓷刀具适合加工各种钢材和各种铸铁,也可
以加工铜合金、石墨、工程塑料和复合材料,加工钢时性能优于 Si3N4
基陶瓷刀具。但不适合加工铝合金和钛合金,因为容易产生化学磨损。
Si3N4基陶瓷刀具的加工范围与 Al2O3基陶瓷刀具类似,适合加工铸
铁和高温合金;但不适合加工长切屑的钢件。
F. 立方氮化硼(CBN)
A. 定义
人们习惯上把 CBN和 PCD刀具统称为超硬刀具。CBN是氮化硼的同
素异构体。PCBN是将 CBN颗粒及其结合剂在高温高压下烧结而成。
B. 性能
F.B.1 硬度
CBN 硬度可达 HV8000~HV9000。聚晶立方氮化硼(PCBN)复合片
的硬度(HV3000~HV5000)主要取决于 CBN的含量,一般含量在 35%~95%
之间,随着 CBN含量的增高,PCBN 的硬度增加。
F.B.2 热稳定性
CBN的耐热性可达 1400~1500℃,适合高速加工。
F.B.3 化学稳定性
CBN 具有高的抗氧化性,在 1000℃一下不会发生氧化反应。同时
与铁系金属在 1200~1300℃时也不易起化学反应。
F.B.4 导热性
CBN的热导率比金刚石小(约为 1/2),但远高于陶瓷、硬质合金等
材料。
F.B.5 摩擦系数
CBN 与不同材料间的摩擦系数为 0.1~0.3,比硬质合金的摩擦系
数 0.4~0.6 小得多,并且摩擦系数随切削速度的提高而减小。
F.B.6 强度及韧性
CBN 的抗弯强度约为陶瓷的 1/5~1/2,因此 CBN 在使用过程中应
避免过大的冲击,一般用于半精加工和精加工。
C. PCBN刀具
聚晶立方氮化硼是在高温、高压下将微细的 CBN 单晶通过结合相
(TiC、TiN、TiCN、Al、Ti等)烧结在一起的多晶材料。
F.C.1 PCBN刀具性能的影响因素
F.C.1.1 CBN的质量分数对 PCBN刀具性能的影响
CBN 的质量分数主要影响 PCBN 的硬度和热导率,随着 CBN 质量分
数的增加,PCBN 的硬度、耐磨性和热导率升高,韧性下降。一般含量
在 35%~95%之间。加工铸铁件和粉末冶金件的 PCBN刀具一般选用 CBN
含量在 80%~95%。加工淬火钢的 PCBN 刀具一般选用 CBN含量在 35%~
65%。
F.C.1.2 CBN的粒径对 PCBN刀具性能的影响
CBN 的粒径影响 PCBN 刀具的强度和抗破损性能。细晶粒可以使晶
粒的界面面积增加,提高烧结强度和抗裂纹扩展的能力,CBN 粒径越小,
PCBN 刀具的抗破损能力越强,刀具切削刃锋利性越好。CBN 粒径为:
粗粒度 20~30um,中粒度 3~10um,细粒度小于 2um。
F.C.1.3 PCBN的结合剂对刀具性能的影响
PCBN 的结合剂主要有三类。金属结合剂,主要是 Co、Ni等。其烧
结体的韧性和导电性好,但高温下结合剂易软化,耐磨性下降。陶瓷
结合剂,如 TiN、TiC、TiCN、AlN、Al2O3等。陶瓷结合剂 PCBN 刀具有
具有较高的耐高温磨损能力和较强的抗黏结能力,但抗冲击性差、脆
性大。金属陶瓷结合剂,有较好的综合性能。
F.C.2 PCBN刀具的结构
F.C.2.1 PCBN刀具刃口都有钝化处理。其处理方式有两种:
⑴ 倒圆
一般用于切削硬度较低的粉末冶金零件和零件刚性极差的情
况。倒圆大小一般为 0.05~0.2mm。
⑵ 负倒棱 钝圆
这是 PCBN 刀具最常用的一种刃口处理方式。常用的负倒棱参
数如下:

负倒棱三大要素中,负倒棱角度对切削力的影响远大于负倒棱宽度。
但不管怎样,钝圆是绝对重要的。均匀、一致、完整的钝圆才能保证刃
口的强度,极大的提升刀具寿命。PCBN 刀具后角较小,一般为 5°~10°,
以保证刀具切削部分的楔角足够大;
F.C.3 PCBN刀具对数控机床和被加工零件的要求
PCBN 刀具属于脆性材料,且一般用于加工淬硬钢件、耐磨铸铁、
灰铸铁、钛铁耐热合金、硬质合金等难加工材料。因此其切削抗力大,
需要机床、夹具、包括刀具本身具有良好的刚性,才能充分发挥 PCBN
刀具的作用。另外对于机床的功率和精度也是有一定要求的。PCBN 刀
具不耐冲击,被加工零件的切入和切出最好先倒角,以避免刀具刚接
触工件时受冲击载荷较大而造成破损。
F.C.4 PCBN刀具适合加工的材料
F.C.4.1 淬硬钢类:合金钢、轴承钢、模具钢、高速钢等淬硬钢零件。硬度必须
>HRC50才能发挥效应;较软的钢,铁素体含量高时,对刀具有负面影
响,不推荐使用。
F.C.4.2 耐磨铸铁类:钒钛铸铁、高磷铸铁、冷硬铸铁等。
F.C.4.3 铁素体含量<10%的灰铸铁。
F.C.4.4 粉末冶金烧结合金(发动机气门座圈)。
F.C.4.5 耐热合金(镍基合金 Inconel718)。
F.C.4.6 热喷涂(焊接)材料。
F.C.5 PCBN刀具的应用
F.C.5.1 加工以珠光体为主的铸件,切削速度大于 600m/min,以充分利用金属
软化效应,减小切削力,获得更好的刀具寿命。
F.C.5.2 PCBN 加工淬硬钢件, Ra 最好能达到 0.4um,能够实现"以车带磨",
可以大大提升加工效率,降低设备投资。
F.C.5.3 PCBN 刀具一般推荐使用干式切削或者微量润滑,以保证较高的切削温
度带来的金属软化效应。在某些连续加工的情况下,可以使用切削液,
以利于清洗、冲屑。不宜使用水性或者氧化性的切削液。因为 PCBN刀
具在 1000℃时易与水发生水解作用。
F.C.5.4 铸铁类铣面加工时,如果采用 PCBN 刀具,推荐使用逆铣。
G. 金刚石(PCD)
A. 定义
金刚石是碳的同素异构体,是已发现自然界中最硬的一种材料。
金刚石大体上有棕色、灰色、茶色、黄色及透明状,一般认为颜色是
金刚石内存在铁、铜、镍、铬和氮原子等杂质的结果。因此金刚石的
透明度越好越纯,品质越好。
B. 金刚石的类型
金刚石分为天然金刚石和人造金刚石。天然金刚石一般为单晶晶
体。人造金刚石有单晶金刚石和多晶金刚石之分。
G.B.1 人造聚晶金刚石
通过金属结合剂将金刚石粉末聚合而成的多晶体材料。其硬度低
于单晶金刚石,但抗弯强度和韧性比单晶金刚石高。相比单晶金刚石,
其制备成本较低。多用于非铁金属及其合金、难加工非金属材料(木
材、人造板材、强化复合地板、碳纤维增强塑料、石墨、陶瓷、石材
等)的精加工。
C. 金刚石的特性
G.C.1 极高的硬度和耐磨性。
G.C.2 具有锋利的切削刃。
G.C.3 摩擦系数小
金刚石与不同材料之间的摩擦系数为 0.1~0.3。
G.C.4 高的热导率和低的热膨胀系数。
G.C.5 热稳定性差
当温度超过 800℃时,金刚石中的碳元素与铁产生较强的化学亲和
作用,产生扩散磨损。因此,不适合加工铁系金属。
G.C.6 强度低
人造金刚石脆性大,抗冲击能力差,对振动很敏感,要求机床精度
高、平稳性好。
D. 人造聚晶金刚石的结构及应用
G.D.1 人造聚晶金刚石的粒度与性能
PCD 相比 PCBN 要简单。影响其性能基本就只有粒度这一个因素。
PCD的粒度大概分为:极细颗粒:2um 中等颗粒:10um 粗颗粒:25um,
混合颗粒:2~30um。一般来说,颗粒越细,其刃口完整性好,锋利,
但不耐磨,一般用于超精加工。颗粒越粗,耐磨性好,但刃口总会有
崩缺,难以制作高精度刀具。中粒度性能介于两者之间。混合颗粒能
有效解决耐磨性和刃口崩缺问题,一般用于高硅铝合金铣削和粉末冶
金材料加工。
G.D.2 人造聚晶金刚石的切削参数、

G.D.3 人造聚晶金刚石的刃磨
人造聚晶金刚石的加工一般来说分为三种。一种是砂轮磨削,一
种是慢走丝电加工,最后一种是激光磨削。
G.D.3.1 砂轮磨削
最常用的 PCD 加工方式。一般选用金刚石砂轮,结合剂一般为金
属或者陶瓷结合剂。粗磨一般选用砂轮粒度为 160#~240#,精磨一般用
W5-W20的砂轮。要求砂轮跳动<0.01mm,精磨每次进刀量<0.005mm。
刃口保证 50×放大镜下无崩口即可。
G.D.3.2 慢走丝电加工
多用于成型 PCD 刀具加工。其特点为效率低,精度高。其精度能
达到±0.005mm。
G.D.3.3 激光磨削
典型设备为 DMG,采用激光腐蚀的加工方式。其效率极低,但精度
是最高的,刃口质量也是最好的,一般用于制作超精加工刀具,可以
达到镜面效果。
,免责声明:本文仅代表文章作者的个人观点,与本站无关。其原创性、真实性以及文中陈述文字和内容未经本站证实,对本文以及其中全部或者部分内容文字的真实性、完整性和原创性本站不作任何保证或承诺,请读者仅作参考,并自行核实相关内容。文章投诉邮箱:anhduc.ph@yahoo.com






