二代浮法技术(浮法成型工艺流程)
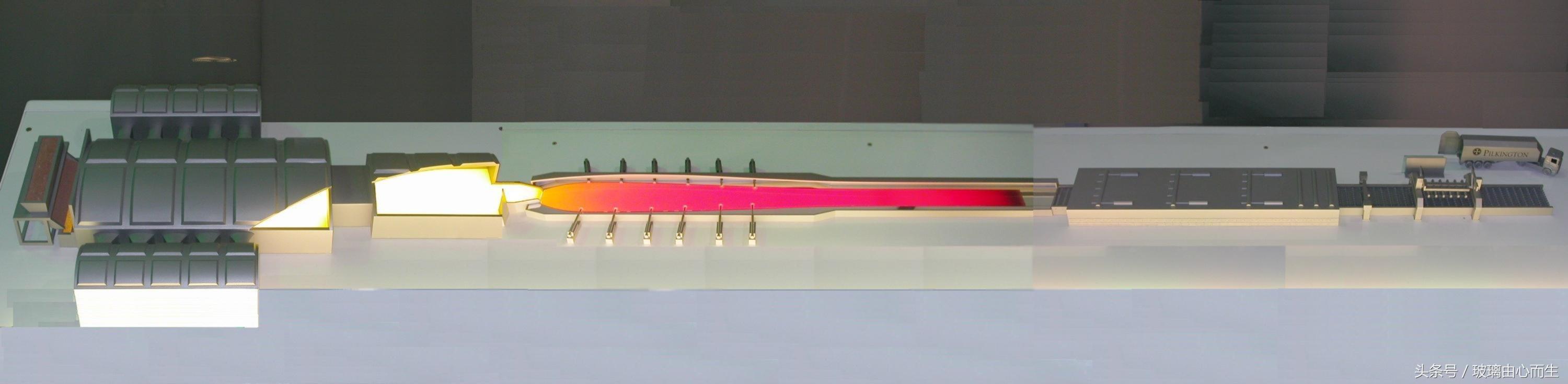
优质的熔融玻璃液,经调节闸板的合理控制进入成型室,漂浮在锡液表面,在高温(1065——996℃)且均匀的温度场内,在一定的时间内,在不于锡液面相互化学反应的前提下,逐步完成摊平、抛光、展薄、冷却、固化形成具有一定厚度的优质的镜面质量,并逐步冷却至600-620℃左右,经过过渡辊的托起,在牵引力的作用下进入退火窑合理的退火、经切割制成成品。
一、浮法玻璃的摊平条件
1、高温均匀的温度场。
1065-996℃相应黏度10的3.7-4.2泊,是玻璃液自身摊平的必要条件,必须加以保证,只有在此黏度,温度范围内,黏度,表面张力,重力才能充分发挥其作用达到力
的平衡,形成自然优质的表面质量。
2、足够的摊平时间
玻璃的摊平,抛光的时间要保证一分钟多时间才能完成。在生产过程当中适当延长玻璃在工作区的时间有利于玻璃的平整化,但是如果玻璃的粘度过低,不足以使玻璃克服本身的惯性,就会使玻璃拉不走对生产极为不利。应该充分考虑和寻找合适的进口温度。
3、玻璃液与浮托介质互不侵润,不能影响玻璃的表面特性和物理质量。
4、充足、稳定、洁净的保护气体。
二、浮法成型对锡槽的要求:
1、 气密性
为了防止锡槽中锡液氧化污染玻璃, 需要在锡槽中充满弱还原性气体, 常采用
(N2 )氢 ( H2 ) 混合气体, 其 N2 ∶H2 = (92~96)∶(4~8); 同时要求锡槽内氧气 (O2 ) 含量小于 10×10-6 , 锡槽内空间对于保护气体来说是高温容器, 高温气体所呈现的几何压头很显著, 当锡槽高温区为正压时, 低温区可能为负压。当锡槽上部为正压时, 下部可能为负压。当保护气体量不足或锡槽密封不好 (如操作孔打开) 时, 就会造成局部负压,使空气漏入, 影响质量。锡槽的气密性与锡槽胸墙和顶盖所用的材料有关, 这种材料应不具有连通型的气孔和缝隙, 不让 O2 渗入。目前采用的内衬耐火材料外包钢罩的结构有效地防止了 O2 扩散进入锡槽的可能。
锡槽的密封方法有两种:
(1) 气封装置 在锡槽端部和操作孔处横向喷入一定速度的保护气体流形成一定压力的
气幕, 以阻止气氛扩散进入锡槽。
(2) 耐火挡帘 在出口端采用一道或多道耐火挡帘, 形成一定阻力, 提高锡槽内保护气
体压力, 阻止外界空气或氧气进入锡槽内。
此外, 锡槽操作尽可能采用自动控制, 减少打开操作孔次数, 以防漏气。
2、 锡槽的可调性
锡槽可调性是指锡槽纵向和横向的温度、玻璃液流量、玻璃带在锡槽中的形状与尺寸、
锡液对流、保护气体纯度、成分和分配量等等的调节与控制。
(1) 锡槽内温度的调节 锡槽温度的调节包括锡槽内温度制度的确定以及纵向温度和横
向温度的调节, 以适应和满足不同品种玻璃的生产。
(2)压力制度的可调性靠调整保护气体用量及纯度来调节。
(3)锡液对流的调节 通过调节锡液横向纵向的流动, 产生有利于玻璃生产的流动。
浮法玻璃在锡液面上的成型要求锡液不仅能够保持相对静止的镜面, 而且能够维持相对
均匀的温度场。
(4) 玻璃厚度、形状、尺寸的调节 通过调节玻璃液流量, 改变拉边机的对数、转速和
角度, 调整温度制度及其他措施来实现。
3、对称性
对称的锡槽偏于操作,和工艺制度的参数化,简单化,有利于生产的稳定。
,免责声明:本文仅代表文章作者的个人观点,与本站无关。其原创性、真实性以及文中陈述文字和内容未经本站证实,对本文以及其中全部或者部分内容文字的真实性、完整性和原创性本站不作任何保证或承诺,请读者仅作参考,并自行核实相关内容。文章投诉邮箱:anhduc.ph@yahoo.com






