高阻抗动圈耳机单元(耳机制造工艺简介一)
前言,笔者耳机业内工作十六年多,工作过的代工厂,代工过的品牌有铁三角,索尼,三星,LG,飞利浦,卡达斯,天龙,polk,psb,koss,soul,skullcandy等等,以及一些日本品牌的单元,大部分能想到的耳机品牌都接触过,不过品牌耳机,并不是每款型号都在一个代工厂做的,经常是不同型号放在不同的代工厂,或是同型号也有不同代工厂同时代工等;任职工程师期间,负责和管理过研发部声学组,耳机及单元生产工艺部门,外发指导等,一直都从事业内技术工作,所以对耳机技术相对了解,趁着假期宅在家,简单整理分享些耳机相关工艺,不算最新最全面的,但是部分工厂现状。

单元简述,一般入耳式耳机动圈单元的结构,有带铆钉的类型和不带铆钉的,护盖就是保护振膜在生产中不被碰变形,华司其实就是导磁片,和金属导磁支架形成磁力线,丝网是调音阻尼,主要控制中评来协调三频平衡,pcb是音圈线和耳机内部链接线的中转站,铆钉把整个喇叭固定在一起,也可以不用,不用铆钉的类型,就是通过同心圆固定治具,将磁铁华司直接胶水固定在圆心,业内多用ab胶固定单元磁路部分。(另外说明一下,上图是本人10年前proe绘制的单元爆炸图截图,磁铁和华司注释位置顺序是正确的,不过常规是磁铁厚,华司薄,华司外径大于磁铁)
耳机动圈工艺,音圈绕制和音膜组合,
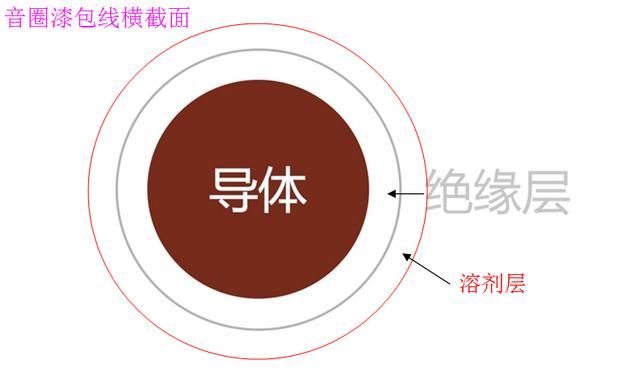
为什么要在动圈前特别注明,耳机动圈呢,因为动圈在不同的用途上,技术要点和工艺要点是有明显不同的,所以这里主要从耳机类的动圈喇叭说起。1,音圈绕制音圈是动圈的一个重要核心,直接关系到低音下潜,和高频延展。一般绕制的线材有cu铜线和ccaw铜包铝线(经常也有人简称铝线),两者不同点是铜线相对铝线略重,表现出来的声音特点不同,一般用的多是铜线,柔软好操作,声音相对圆润,铝线相对硬,生产操作相对麻烦,高音延展好,音圈是比较讲究的,设计需要考虑材质,线径,层数,高度,阻抗,重量等等,就好比配置一台电脑,不同的搭配,能出不同的效果,都对整个单元素质起决定作用。音圈漆包线,外层是溶剂层,然后到绝缘层,然后在到线芯,一般绕制方式有,醇熔和热熔,以前国内小工厂多是半自动绕线机,多数是醇溶,现在大部分工厂都引进全自动绕线机,两种方式都有,最终接合效果类同,主要是工艺上的差别,醇溶的相对要方便些,只需要线材在绕制前,调节好酒精浓度,边过边绕就可以了;

音圈绕线机简介,上图是比较传统,门槛较低,操作较为繁琐的音圈绕线机操作。操作对人员技术要求较高,产能相对低。

台湾的一款音圈绕线机,比第一款要好很多,不用换绕线治具,半自动的;操作难度比第一款要低的多,人员经过简单培训可以操作,不过也需要一定的熟练度,才能保证良品率。现在这些半自动的绕线机,主要一些小厂使用。

因为效率相对低,大部分工厂都开始使用全自动绕线机,动圈耳机的音圈就是这么制造出来的,全自动绕线机,可以24小时不停,只需要一个懂得调试机器的人,定期点检确认即可。产能显著提高,不良率也能得到有效控制。

操作要点,上图是十多年前,制作给员工操作看的,音圈绕制作业指导书,那时用的还是半自动绕线机,涂掉了公司信息,去过不少工厂,作业指导书格式和内容类似,操作要求也大同小异。
音圈振膜接合,音圈和振膜是胶水接合,这部分的工艺是非常重要的,整个单元的特性都直接相关,胶水的种类,特性,浓度,决定品质,胶水的多少,重量,接合面积,都决定单元特性的改变。传统接合方式,胶水浓度使用甲苯稀释,接合部分需要流动性好,有助于提升两者附着力,又不能流到太大面积,接合面积上的胶水要恰到好处,多了增加振动系统重量,会降低高频灵敏度以及延展,甚至引起中频频响凹谷。

音圈放入固定治具里,治具的作用就是让音圈和振膜同心

再将振膜放入治具里,

用注胶机注入胶水,让胶水溢入音圈内外边缘,干燥接合,这种机器需要熟练,不小心或者打瞌睡,有可能给手打上一点。另外,这类操作按实际情况,以及品质要求,做不同的工艺设计,也可以在振膜上先注入胶水,再把放在治具上的音圈,盖下,反向干燥。两种工艺方法,对胶水的浓度要求不同,粘合结果的可靠性也不同。

现今国内全自动设备,音膜粘合
有朋友问有没有全自动的,答案是有的,日本20多年前就已经在用,全程全自动的喇叭生产线了,这里有一个问题点就是,日本生产自己的品牌,批量稳定,可以直接全自动做;以前国内厂家,多靠国外品牌下单,订单不稳定,如果用全自动生产,就需要经常更换治具和设定,这个过程需要几小时,设备一停就是巨大成本,就得不偿失了,所以以前国内多数是手动 分组自动,小订单多用手工或半自动。现在国内耳机行业也逐渐壮大,笔者以前同事的工厂,有很多厂家已经使用全自动设备了,音圈绕制到音膜接合,以及走线定点,国内都已经有全自动化设备操作了。大订单稳定的,就更利于使用全自动化。

现今国内全自动设备,注音膜走线胶水
再看看十多年前的,非流水线的手动操作方式,

这标准操作手势真不容易,

接合后放风扇边上干燥,干燥时间有讲究,根据环境温度等实际情况制定,短了音圈偏移,长了,生产效率低。
音膜组合操作过程,作业指导书 示意图



音膜音圈线整理定点,顾名思义,就是把音圈的出线,在振膜上固定好,整理好,音圈线毕竟和振膜本身不是一体,如果没有固定好,相互碰撞会造成杂音;线材余的走线方式,也可能造成断线;也会改变频响特性。这个部分的工艺,能解释一些喇叭无声的原因。

振膜定点,就是在振膜的铜环边缘,滴一滴胶水,把音圈线先大致挂上定位

把引线划成9的形状,留有伸缩余地,对单元使用寿命有帮助,拆过单元的朋友可以发现,这种做法,日本的单元最常见,比如铁三角,索尼的喇叭,都是音圈走一个大大的9,现在铁三角有部分高端改成悬空放置了,两者对比,前者可以保护引线,防止氧化好,但伸缩余地受限制,后者对音质略有提升,失真相对降低,操作相对复杂,减少振膜表面的附着胶水,更有利于振动平衡。

索尼F1耳机的振膜表面, 音圈固定走线方式 9

铁三角 w2002耳机, 振膜音圈走线方式,悬空
音圈引出线定点操作,作业指导书

耳机无声,音圈断线最多的位置A点和B点,这个部分需要做胶水固定,特别是B点,固定好,可以减少断线的发生,个别工厂追求效率,有不点的情况。正常品牌都会点,单元可靠性保证。及时现在高端耳机悬空的走线工艺,A,B点也是做固定的。而两点之间,就是特定专用软性胶覆盖,如果胶水特性不符,或者面积过大,或者过浓,都会导致频响变化以及最终声音失真。

振膜引线9型固定,作业指导书,传统小的入耳式耳机单元,多用白油,平头耳机喇叭,有用白油的,也有用特定软性胶固定的,大耳机头戴式的单元用软性胶水,都是专用胶水,胶水附着面积,重量,影响频响中频表现,也影响振膜的分割运动情况。

上面操作内容完成,就完成了音圈绕制,振膜和音圈的接合工艺。单元制造工艺,每个细节都直接影响最终耳机声音表现,而振膜工艺更是重中之重,严谨的细节才能造就理想的声音。--蓝蓝_海洋
,免责声明:本文仅代表文章作者的个人观点,与本站无关。其原创性、真实性以及文中陈述文字和内容未经本站证实,对本文以及其中全部或者部分内容文字的真实性、完整性和原创性本站不作任何保证或承诺,请读者仅作参考,并自行核实相关内容。文章投诉邮箱:anhduc.ph@yahoo.com






