黛杰jc215V材质说明(黛杰最新EZ逸至钻Ra)
钻孔加工在金属切削中起着重要作用。大家对钻头备具的性能和功能要求也在逐年增加,钻头研制者需要进一步提高钻头的加工效率和延长使用寿命。
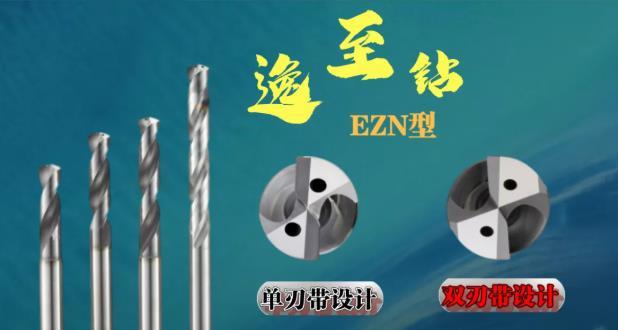
值得一提的是作为世界上第一支硬质合金钻头的生产厂家黛杰,最新研发的钻头【EZ系列逸至钻】EZN型,它可以大幅度改善钻孔效率和延长钻头寿命。
逸至钻的特点
01 逸至钻(EZN型)的规格
逸至钻(EZN型)有4种规格:L / Dc = 2, 3, 4, 5(L表示加工深度,Dc表示钻头直径,以下表示有效加工深度2D, 3D, 4D, 5D )。
2D、4D型为不带冷却孔的外部冷却,3D、5D型为带冷却孔的内部冷却。
外部冷却的2D型:φ1.0mm~φ14.0mm共107个规格(φ1.0mm~φ11.0mm每0.1mm一个规格、φ11.5mm~φ14.0mm每0.5mm一个规格)
外部冷却的4D型:φ3.0mm~φ14.0mm共87个规格(φ3.0mm~φ11.0mm每0.1mm一个规格、φ11.5mm~φ14.0mm每0.5mm一个规格)
内部冷却的3D型及5D型:φ3.0mm~φ16.0mm共91个规格(φ3.0mm~φ11.0mm每0.1mm一个规格、φ11.5mm~φ16.0mm每0.5mm一个规格)
02 硬质合金基材及涂层的特点
EZN型钻头的硬质合金基材采用具有优良导热性、硬度和韧性兼备的细颗粒硬质合金(FZ系列)。
FZ系列是一种高韧性基材,通过调整WC粒度和减少结合剂Co,提高了断裂韧性和耐磨性。
涂膜为DV涂层,是一种AlTi基硬质膜,具有优异的高温抗氧化性、抗冲击性、涂膜韧性和附着力。在受切削热和振动影响很大的钻孔中,抑制热裂纹和涂层剥离的能力得到提高,从而可以显著提高加工寿命。
03 表面处理
EZN型钻头着重改善了表面处理。通常涂层后的钻头表面会附着一些微小不规则颗粒,并形成细微的凹凸不平。通过去除表面的微小颗粒及凹凸不平,可以有效平滑切屑的流动并防止异常损坏。此外,EZN型在涂层前经过特殊处理,提高了抗崩性和涂膜的附着力,进一步提高了刀具寿命。

上图是有无特殊处理的后刀面磨损量的比较数据。
使用3D型EZN钻EZN3DCH1000S10(直径10.0mm),被加工材料为奥氏体不锈钢(SUS316L),进行深度为22mm的通孔加工。
加工条件:切削速度60m/min、进给量0.28mm/rev;使用内部水溶性冷却液,无分步进给加工。
EZN 型在切削长度 15 m时,未进行特殊处理的产品后刀面磨损量约为 0.090 mm,而进行了特殊处理的产品后刀面磨损量约为 0.055 mm,由此证实了涂层前特殊处理的优良效果。
04 逸至钻(EZN型)的形状
接下来介绍逸至钻(EZN型)的形状特点。EZN型钻头采用独特的修横刃形状和刃带形状。
新型修横刃形状,可有效降低轴方向(轴向)的切削阻力并提高排屑性能和切削刃强度。具体而言即钻头钻尖处具有良好切入性的钻尖形状。下面为与本公司传统产品相比的钻尖形状(下图)。通过采用这种独特的钻尖形状,成功地大幅减少了钻头切入工件时轴向切削阻力的突然剧增。

刃带形状采用了可降低钻头外周与孔侧面之间的摩擦阻力并提高刀具寿命的新形状。具体而言即通过修窄刃带宽度、结合可提高强度的设计,成功地大幅减少了与工件的接触面积,并改善了加工孔壁表面粗糙度。2D、3D 和 4D 类型采用单边刃带形状。5D 型采用双刃带设计,即使在深孔加工时,也可以有效抑制钻头的不稳定因素,保证稳定且良好表面粗糙度的钻孔加工。

上图为可证实以上改善点性能的数据。使用3D型逸至钻(EZN型) EZN3DCH1000S10(直径10.0mm),被加工材料为奥氏体不锈钢(SUS304),以上为切削阻力值和加工孔的表面粗糙度数据。
加工条件:切削速度60m/min、进给速度0.3mm/rev、内部水溶性冷却液,无分步进给加工。
在相同条件下与其他公司的 3D 型(直径 10 mm)硬质合金钻头进行钻孔测评。对比钻孔时轴向的切削阻力值,其他公司的硬质合金钻头在钻入被加工材料时,轴向力的切削阻力最大为4,373N,整个加工过程也非常不稳定。
黛杰逸至钻EZN型的最大切削阻力为3,167N,比其他公司的硬质合金钻头低72%左右。另外,加工时切削阻力值的波动小,加工非常稳定。而且孔壁的表面粗糙度小于其他公司硬质合金钻头Ra = 1.56μm,EZN型为Ra = 0.61μm只有其他公司的一半,获得了非常高质量的加工表面。
从以上数据来看,逸至(EZN型)是一种不但可以让加工一直维持在非常稳定的状态,而且可以实现高质量钻孔的硬质合金钻头。接下来,介绍逸至钻的加工实例。
加工实例
01 碳素钢的寿命测评
下图为加工碳素钢(S25C)的刀具寿命测评结果。使用3D型EZN型EZN3DCH1000S10(直径10.0mm),进行深度为30mm的通孔加工。
加工条件:切削速度100m/min、进给量0.28mm/rev、使用内部水溶性冷却液,无分步进给加工。
使用传统硬质合金钻头在相同条件下进行对比测评。

传统硬质合金钻头,在切削长度为 15m 时切削刃处产生微小的崩刃,在切削长度为30m时发生大面积崩刃。
EZN型在30m处钻尖毫无损伤,加工到50m后,后刀面磨损量小至0.15mm,仍可继续使用。与传统硬质合金钻头相比,大大提高了刀具寿命。
02 不锈钢的寿命测评
下图为加工奥氏体不锈钢(SUS316L)的刀具寿命。使用3D型EZN型EZN3DCH1000S10(直径10.0 mm)钻深度为22 mm的通孔。
加工条件:切削速度60m/min、进给量0.28mm/rev、使用内部水溶性冷却液,无分步进给加工。
与其他公司的 3D 型(直径 10 mm)硬质合金钻头在相同条件下进行钻孔对比测评。

对比2种钻头的后刀面磨损量,EZN型的后刀面磨损量在加工5m长时为0.04mm左右,而其他公司超硬钻头的后刀面磨损为0.06mm,此时均为初期磨损,数据上无太大差异。
继续加工,在切削长度为 20 m 时,其他公司产品的横刃部发生微小崩刃,在加工30m时,横刃部发生了 0.3mm的大崩刃。黛杰逸至钻EZN型的切削长度超过30m,也未有异常崩刃现象,后刀面磨损量仍为0.08mm以下,加工稳定。
以上,又在不锈钢等导热系数低的被加工材料证实了黛杰逸至钻通过特殊刃型设计可有效减少切削热和振动的影响,从而大幅延长加工寿命。
03 逸至钻(EZN型)小直径加工实例
逸至钻(EZN型)的2D型有φ1.0mm~φ2.9mm的小直径产品阵容。以下为使用小直径钻头加工碳素钢(S50C)的寿命测评结果。

使用2D型EZN型EZN2D0100S03(直径1.0mm),进行了加工深度2.0mm的盲孔加工。
加工条件:切削速度30m/min、进给量0.04mm/rev、使用外部水溶性冷却液,无分步进给加工。
即使加工400个孔,也没有发生崩刃问题,可以进行稳定的加工。EZN型钻头即使是小直径规格,亦能充分发挥出优良的加工性能。
黛杰最新钻头【EZ系列/逸至钻EZN型】提高钻孔效率,延长使用寿命,进行稳定加工要求的另一个强势且有力的助手! 未来,黛杰将继续通过扩大产品规格和研发并扩大产品系列来解决各类钻孔新要求。
来源:黛杰硬质合金工具 ,作者DIJET.OUYANG
免责声明:本文仅代表文章作者的个人观点,与本站无关。其原创性、真实性以及文中陈述文字和内容未经本站证实,对本文以及其中全部或者部分内容文字的真实性、完整性和原创性本站不作任何保证或承诺,请读者仅作参考,并自行核实相关内容。文章投诉邮箱:anhduc.ph@yahoo.com