分析检验检测技术的应用(Uster质量检测技术应用与分析)
作者:吉宜军、崔益怀 (南通双弘纺织有限公司)
0前言
现代棉纺织生产质量控制技术有在线检测和离线检测两大体系,离线检测主要有对纱线原料、半制品及成品的质量检测,以Uster公司为代表的离线检测仪器有HVI、AFIS、Tester4、Tensorapid4、Classimat Quantum等,在线检测技术分布于纺纱各道工序,实行道道把关,与离线检测一起形成质量监控与保障体系。
近几年我公司坚持用高新技术改造传统产业,创建了省级新型纤维纺纱工程技术研究中心,建立了恒温恒湿实验室,先后引进了Uster公司HVI 1000、AFIS PRO2、Uster ME100条干仪、Tensorapid 4强伸仪、Classimat Quantum纱疵仪等国际领先的离线检测仪器,装备了带USG自调匀整功能的高速并条机、带Uster Quantum 2型电子清纱器的先进自动络筒机等,具有在线检测、专家系统技术的一流纺纱设备,通过综合应用先进仪器与先进装备的离线及在线质量检测技术,实行科学配棉、优化工艺设备状态、建立半制品内控机制、查找质量弱环改善成纱质量波动,提高质量的稳定性、一致性,加强研究不断探讨改进纺纱质量的技术措施,把检测、分析和优化生产有效地结合起来,为生产和质量改进提供了有力保证,实现了纺纱装备与纺纱水平的同步提高。本文以日常工作为例,介绍我公司应用Uster质量检测技术的有关实践。
分析上述单唛试纺,得出以下结论:
(1)A地棉马克隆值为3.06,达到国家标准C1级。B地棉马克隆值为4.1,达国家标准A1级。C地棉马克隆值为5.19,达到国家标准C2级,即马克隆值过高或过低,达到国家标准等级均较低。
(2)马克隆值是原棉成熟度与细度的综合反映,A地棉马克隆值低,其纤维成熟度差,为0.78,属不成熟纤维,纤维偏细。细度仅为144 mt;B地棉马克隆值正常,其成熟度较好,为0.86,属成熟纤维,纤维细度正常,为156 mt;C地棉马克隆值偏大,其成熟度过高,为0.97,属过成熟纤维,纤维细度偏粗,为193 mt。
(3)A地棉纤维偏细,成纱截面内纤维根数相对较多,对成纱条干CV%有利,成纱细节较少,但由于纤维属于不成熟纤维,纤维刚性差,较柔软,纺纱过程中短绒增长率高,成纱棉结及偶发性疵点偏多;而C地棉与A地棉则相反。
(4)三种产地的原棉纺纱后经试织(本白)、试染,A地棉所织布色泽偏暗、布面棉结、杂质较多、布面效果最差;C地棉所织布色泽偏白,布面棉结、杂质少,布面较光洁;B地所织布次之。
(5)马克隆值偏低的原棉经试织布(本白)色泽偏暗,马克隆值偏高的原棉经试织布偏白,如两者混合使用易引起织物横档。
(6)马克隆值较高的原棉可考虑生产中、低支纱,且专纺专用,马克隆值较低的原棉,成纱A1、A2、B1、B2、C1、C2类纱疵偏多,不适应较高针织纱产品用料。不同马克隆值原棉经试纺织布如图1所示。
图1 不同马克隆值原棉经试纺织布对比试样
1.2 AFIS PRO2的应用
AFIS PRO2仪器可对纺纱各工序半制品棉结、杂质、短绒进行快速检测,是棉纺生产工艺质量管理重要而有效的工具。AFIS PRO2单纤维测试系统共有NC模块(测试棉结数量、棉结种类和大小)、L&M模块(测试纤维长度和成熟度)、T模块(测试纤维中异物、杂质、灰尘的大小和数量)等组成,可直接快速的测试原棉直至粗纱等前纺半制品棉样中棉纤维的根数型的长度分布、重量型的长度分布,并对纤维直径、纤维中的棉结、杂质数量分类统计,提供被测棉样的多项技术指标,仪器还配备有直方图、控制图等统计功能。我公司应用AFIS PRO2仪器测试半制品质量,制定内控标准,掌握质量波动,根据测试反馈的质量信息进行质量控制与改进,同时,应用该仪器优化前纺工艺,力求在保证半制品纤维内在结构质量的前提下,预测成纱质量指标,降低生产成本,创造纺纱价值的最大化。现以优化精梳落棉率试验为例介绍如下。以CJ60/T40 13.0 tex纱为研究对象,选择一套精梳机组调整其落棉率,通过适当降低精梳落棉率,对比精梳条、并条、粗纱、成纱质量。调整前后质量对比如图2~5所示。

图2 调整落棉率前后精梳条平均质量

图3 调整落棉率前后末并条平均质量

图4 调整落棉率前后粗纱平均质量

图5 调整落棉率前后成纱平均质量
由以上图2~5所示可以看出:①精梳落棉率调低1.5个百分点后,精梳条内在质量下降并不明显,杂质粒略有增加。②精梳落棉率调整后,末并、粗纱质量有一点波动,但幅度很小。③落棉率的调整最终应反映在成纱质量上,从成纱质量对比表现,调整后成纱条干、常发性千米纱疵及十万米主要有害纱疵均没有恶化,基本与调整前持平。④本次试验证明,在加强整体监控的基础上,适当降低精梳落棉率,不会对半制品、成纱质量产生太大影响,反而会节约生产成本,提高经济效益。⑤清梳工序必须控制好原棉短绒和棉结增长,既要尽量减少短绒的产生,又要多排除短绒,同时要减少棉结。为精梳工序提供短绒率低,棉结少的生条,是优化调整精梳落棉率的前提。
1.3 Uster ME100的应用
Uster ME100 条干均匀度仪是Uster 公司根据中国客户需求而特别研制的,更加适合中国国情的仪器,它具备Uster 4 型条干仪的检测功能,可检测纱线、半制品均匀度、常发性纱疵、毛羽H值,掌握产品的质量波动。纱线的测试数据可自动与Uster 2007 统计公报对比质量水平,能对机械波、牵伸波、接合波进行有效的检测与控制,其检测指标对控制成纱质量具有重要作用。我公司应用该仪器进行成纱定等质量测试、工艺优化、影响产品质量的故障排查,取得了良好的效果。我公司已全面推行细纱工序的“扫锭”工作,制定了严格的“扫锭”周期和操作办法,即将每台细纱机管纱逐锭编号,在自动络筒机上应用其在线检测功能,根据已设定的质量报警极限自动剔除异常管纱,利用Uster ME100条干仪离线检测异常锭号管纱质量,分析其波谱图、曲线图等纱线质量特征,寻找该缺陷锭位质量异常原因。
现以纺T65/CJ35 14.7 tex 纱为例,通过“扫锭”,根据Uster ME100 条干仪的质量检测,发现某台细纱机存在以下问题,见表3。

通过Uster ME100 条干仪的离线检测,结合扫锭工作,并发挥自动络筒机的在线检测,实现了传统意义上细纱工序不易实现的全数检测,对于全面掌握与控制产品质量及时制定纠正预防措施具有重要作用。
1.4 Uster Classimat Quantum的应用
Uster Classimat Quantum 纱疵和异纤分级系统,利用电容原理和反射原理测试纱线中偶发性粗节、细节及异纤。该套仪器设备作为自动络筒机在线检测的有益补充,将纱疵分为23种粗节和4种细节,异纤分成27个级别,主要负责实验室离线检测筒纱,经络筒工序清除后残留纱疵、异纤,一方面可验证抽检的络筒机锭位,清除效率是否异常,另一方面可根据纱疵、异纤的分布散点图,结合产品质量要求,离线优化清纱曲线,给络筒机在线检测提供更加合理、经济的清纱工艺参数。该系统还具有纱疵(粗节)可视化,纱疵织物在线模拟,预计切割数量,对每个络纱锭位进行纺织警报,单独赋值等优异功能,以纺T65/CJ35 18.4 tex为例。介绍络筒清纱曲线优化过程。分区域抽查纱疵实物,与拆布疵点进行对比,对布面效果影响不大的纱疵予以放行,有影响则予以清除,对清纱曲线进行优化调整,清纱曲线如图6、7。

图6 优化前

图7 优化后清纱曲线调整前后:Uster Classimat Quantum 系统抽检筒纱纱疵结果见表4。

由表4可见调整后,C1、C2、D0纱疵减少显著,F类纱疵略有增加,但不会影响布面质量,其他短小粗节纱疵波动不大,万米剪切次数变化不大,对机台生产效率不造成影响,尽管自动络筒机已具备在线优化清纱曲线,实行全面质量监控功能,但应用先进的离线纱疵检测分级仪器仍不可缺少,仍是工艺优化、质量控制的重要手段。
2 在线检测技术的应用实践
2.1 USG自调匀整技术的应用
我公司先后引进国产F1302型、瑞士立达RSB-D35C型单眼自调匀整并条机,均采用开环控制方式,通过USG自调匀整装置和FP在线检测系统,即检测在前、匀整在后,喂入部分采用凹凸罗拉检测,机器在匀整范围内自动调节中罗拉运行速度,以达到在线调节棉条质量的目的。输出部分采用新一代“FP”型喇叭口,在线检测输出棉条重量偏差和重量不匀,并通过微机处理显示于USG终端,保证喂入的条子在±25%的范围内变化时,输出棉条质量偏差在≤1%的范围内。
现以我公司生产CJ 7.3tex 针织纱为例,在同等条件下,就精梳后采用FA306型并条机两道并条和F1302型、RSB-D35C型自调匀整并条机比较熟条及成纱质量,见表5、表6。
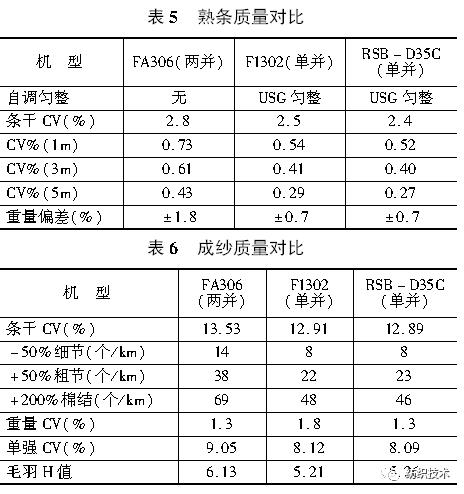
应用具有USG自调匀整功能的并条机能精确地完成各项质量监控任务,对改善棉条质量有明显作用,为提高成纱质量提供了保证。具备USG自调匀整技术后,纺纯棉产品只需单并就能满足并和要求,缩短了纺纱流程,提高了效率,可节省用电、用工,节省占地面积。
2.2 自动络筒机UQC的应用
自动络筒机主要依靠电子清纱器实现对纱线质量的在线检测与控制,近年来,我公司大量装备了带有Uster Quantum2 型电子清纱器的先进自动络筒机,该清纱器具有对纱线棉结(N)、短粗节(S)、长粗节(L)、细节(T)、启动错支(C)、生产错支(CC)、深色异纤(FD)、浅色异纤(FL)链状纱疵(PC)链状异纤(MF)、包芯纱纱疵(CY)、花式纱线纱疵(K)和条状纱线(DY)、双纱疵(U)和捻结纱疵(J)的检测和去除功能, N、S、L、T、FD、FL通道均有H1-H6六个辅助点进行优化清纱曲线,为确定合理参数和寻求最佳效率与效益提供了有力帮助。电子清纱器可以利用在线检测的质量统计数据,设定各种类型纱疵的质量报警极限,当清纱器发生质量报警后,根据纱疵的严重程度和长度,可以选择四种清纱动作类型,即不动作但保持记录、清纱器清除、锁定锭位并报警和锁定并吸纱。
如前所述, 将细纱工序与自络工序相结合,通过合理设定自络质量报警极限,实现管纱的“扫锭”检测工作,剔除异常锭位管纱。以纱线质量条干CV%值的报警设定为例,按照产品质量要求,分别设定条干CV%值报警上限与报警下限,当生产过程中纱线条干CV%值超过设定上限或低于设定下限时,即产生一次报警,从而保证络筒机上每个单锭纱线条干质量及锭与锭之间的质量的相对一致与稳定。
现以CJ60/T40 13.0tex纱为例,设定其条干CV%值的报警上限与下限分别为 10%、-10%,检测长度为400 m,络筒机台根据设定范围和在线检测的条干CV%值自动计算报警的上、下数值,根据报警极限剔除异常管纱试验见表7。

从表7可见,遭剔除的异常管纱其条干CV%值显然超出了正常纱的 10%,由于粗、细节与条干CV%值相关性强,其数值亦较高。
3 结语
随着现代纺纱技术的高速发展,产品质量的检测手段从传统的离线检测向全程在线监控方向发展已成为必然趋势,对于改进和完善纺纱生产传统质量控制方法的不足,稳定和提高纱线产品质量,减少质量缺陷,把疵点或不合格品消除在生产过程中,提高企业的市场竞争力意义深远。离线检测如HVI、AFIS、Uster条干仪等的应用缺一不可,它们是优化纺纱配棉与工艺,掌握半成品、产品详细质量特征、寻求稳定和改善产品质量的重要辅助手段。纺纱企业需运用先进的测试仪器和控制手段,同时将信息化技术应用到质量管理体系中是传统质量管理向现代质量管理升级的重要途径,建立离线检测与在线检测、专家系统相结合的一套质量管理体系,加强数据分析与处理,深入研究,充分发挥二者的作用,以适应生产中高档纱线的品质要求。
参
考
文
献
[1]徐旻.浅析现代纺纱生产质量控制技术[J].棉纺织技术,2006(4):33-36.
[2]赵建伟.合理控制精梳落棉率稳定产品质量的体会[C]. 2010'中国纱线质量暨新产品开发技术论坛.2010,117-121.
[3]吉宜军,王德根,邵国东.FA322型并条机纺纱实践[J].棉纺织技术 2005 (1):39-41.
[4]戴俊.加强纺纱质量综合检测,提升纱线品质[C]. 2011'中国纱线质量暨新产品开发技术论坛.2011,25-35.
[5]Uster QUANTUM2 电容式清纱器说明书.
[6]Uster QUANTUM2 络筒在线质量管理系统应用手册.
,免责声明:本文仅代表文章作者的个人观点,与本站无关。其原创性、真实性以及文中陈述文字和内容未经本站证实,对本文以及其中全部或者部分内容文字的真实性、完整性和原创性本站不作任何保证或承诺,请读者仅作参考,并自行核实相关内容。文章投诉邮箱:anhduc.ph@yahoo.com






