机床夹具设计手册最新版(机床夹具第二章)
一、定位误差及其产生
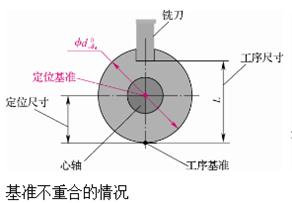
• 基准不重合误差
• 基准位移误差
定位误差——一批工件定位时,被加工表面的工序基准在沿工序尺寸方向上的最大可能变动范围,通常以符号 表示。
1.基准不重合误差
采用夹具定位时,如果工件的定位基准与工序基准不重合,则形成基准不重合误差,以符号

表示。

如图《工序图》所示的活塞工件图,活塞销孔的设计基准是活塞顶面。在大批量生产条件下,一般采用台阶孔φ58mm及端面为定位基准,装夹在夹具上,车削活塞销孔,,但由于定位基准与设计基准不重合,产生了基准不重合误差。

注意:如果出现基准不重合现象,便会出现基准不重合误差。
1、产生基准不重合误差的条件有两条:①用调整法加工;②定位基准与设计基准不重合。
2、基准不重合误差的大小为从定位基准到设计基准之间在加工尺寸方向上的最大变动量。
3、用试切法加工工件或在测量仪器上测量工件时,如果选用的度量基准与设计基准不重合也会产生基准不重合误差。
4、表面之间的位置精度也会产生基准不重合误差
2.基准位移误差
采用夹具定位时,由于工件定位基准面与定位元件不可避免地存在制造误差,或者配合间隙,致使工件定位基准在夹具中相对于定位元件工作表面的位置产生位移,从而形成 基准位移误差 ,以符号

表示。

定位基准位移的情况

练习题:


免责声明:本文仅代表文章作者的个人观点,与本站无关。其原创性、真实性以及文中陈述文字和内容未经本站证实,对本文以及其中全部或者部分内容文字的真实性、完整性和原创性本站不作任何保证或承诺,请读者仅作参考,并自行核实相关内容。文章投诉邮箱:anhduc.ph@yahoo.com






