无痕模具折弯90度(模具公司向下折弯90度)
1. 目的:统一模具设计标准,提升设计师技术能力,减少异常的发生。
2. 范围:工程,装配部门
3. 职责:各相关部门根据本文件要求,遵循并执行之。
4. 内容:
4.1. 向下折弯90度(小R)设计标准:




4.2. 向下折弯90度(大R)设计标准:

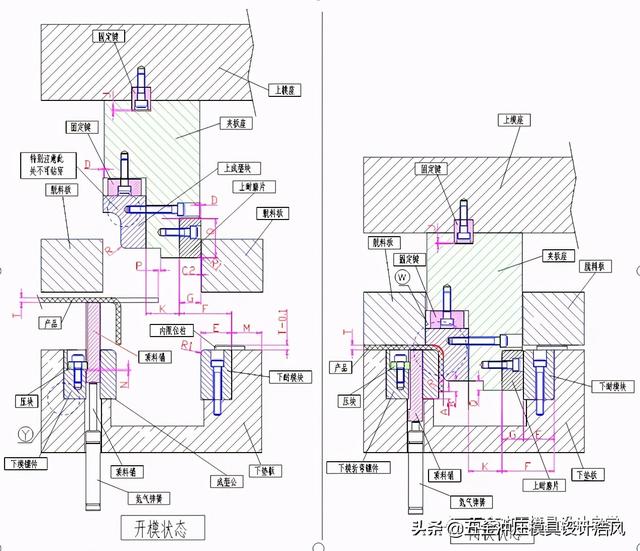

注:由于大R角折弯时,折弯处材料变形较大,不能 充分成型,折弯完成后材料有较大反弹,折弯
内角R ≥1时要做挤R, 以便使折弯公于材料完全接触,尽可能消除反弹
推荐阅读
对于本文,你还有不明白、不理解的地方,欢迎评论或私信,我将第一时间解答!
如果你是想往设计方向发展,可以加入我创建的千人模具设计社群一起学习、交流、探讨(无广告);私聊我回复“社群”,即可获得入群方式!私聊我回复“学习”,我会送你相关课程学习。
,免责声明:本文仅代表文章作者的个人观点,与本站无关。其原创性、真实性以及文中陈述文字和内容未经本站证实,对本文以及其中全部或者部分内容文字的真实性、完整性和原创性本站不作任何保证或承诺,请读者仅作参考,并自行核实相关内容。文章投诉邮箱:anhduc.ph@yahoo.com






