轴承的结构及其工作原理(轴承是机械结构的重要组成部分)
轴承是当代机械设备的重要组成部分。其主要作用是支撑机械旋转体,降低其运动过程中的摩擦系数,保证其旋转精度。

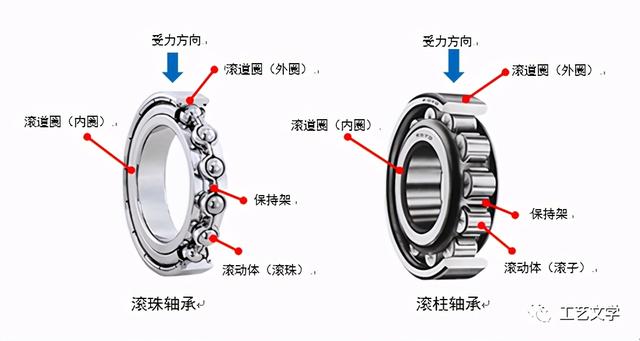
其主要组成有套圈、滚动体和保持架。
套圈和滚动体的材料主要为:高碳铬轴承钢、渗碳轴承钢、耐热轴承钢、耐腐蚀轴承钢。
保持架材料有:钢质保持架、有色金属保持架、工程塑料保持架等。

一、轴承的材料简介
(一)套圈与滚动体材料
1. 高碳铬轴承钢
典型牌号:GCr15、GCr15SiMn、ZGCr15、ZGCr15SiMn
硬度:用GCr15和ZGCr15材料制造的套圈和滚子为HRc61- 65,钢球为HRc62-66;用GCr15SiMn和ZGCr15SiMn材料制造的套圈和滚子为HRc60-64,钢球为HRc60-66。
工作环境:用高碳钢铬轴承钢制造的轴承一般适用于工作温度为-40-130℃范围,经高温回过火后,其适应工作温度可高达250℃。
2. 渗碳轴承钢
硬度:HRc60-64
工作环境:一般适合于工作温度为-40℃—140℃范围,油与脂润滑正常,能在较大冲击振动条件下使用,如机车车辆及轧钢机用轴承等。
3. 耐热轴承钢
硬度:用耐热轴承钢制造的套圈的滚动体,其硬度为HRc60-64,钢球为HRc61-65
工作环境:在润滑正常的情况下,适用于工作温度为120℃-250℃,如航空发动机、燃气涡轮机等主轴工作条件。
4. 耐腐蚀轴承钢
硬度:不应低于HRc58
工作环境:适用于水、硝酸、化学试剂等腐蚀性介质,温度为-253℃—350℃。
(二)保持架材料
1. 钢质保持架
绝大多数轴承都采用钢质保持架,应用最广泛的是低碳钢板冲压浪形、筐形、盒形等保持架,适用于用高碳铬轴承钢的轴承工况和环境;用中碳不锈钢板冲压的保持架适用于用耐腐蚀轴承钢的轴承工况及环境。
2. 有色金属保持架
在高温条件下工作,可采用硅青铜制造实体保持架,工作温度可达315℃;由于铝材的强度比黄铜低,比重轻,因而常用铝代黄铜制造实体保持架,主要适用于转速较高、比重较轻、耐腐蚀等工况。
3. 工程塑料保持架
目前所采用的增强尼龙66应用最广泛,它能持续工作的温度范围为-40—120℃;聚四氟乙烯强度较高,自润滑性能好,持续工作温度可达300℃;酚醛胶布有很高的机械强度,良好的耐磨耐热性能,但成本昂贵,适用于高速旋转,工作温度为-40℃-150℃,瞬时可高达180℃。
二、轴承的热处理工艺介绍
铬轴承钢是含碳(C)1.0%左右,加入少量铬(Cr)元素,有的还加入少量硅(Si)锰(Mn)元素的低合金钢。在典型的GCr15钢中,硅锰元素不是做为合金元素加入的,对钢的组织和性能的影响可以忽略不计。
轴承零件的制造工序

1. 轴承钢锻造温度
1)始锻温度:1150(1120)℃,终锻温度:850(800)℃。
2)锻造前清除表面缺陷,尽量预热后再快速加热。
3)温加工时,应避免200-400℃的蓝脆区。热加工时,应避免进入高温脆区(大于1250℃)。应尽量避免进入热脆区(800-950℃)。
2. 锻后热处理
1)锻后→预先热处理(球化退火)→最终热处理(淬火 低温回火)
2)球化退火目的:降低硬度,便于加工,为淬火做准备。
球化退火过程:加热到750-770℃,保温一定时间,在缓慢冷却到600℃以下空冷。
轴承套圈热处理工序有:正火、退火、淬火、回火等。
- 轴承套圈的正火
将钢加热到奥氏体化温度以上30~50℃,保温一定的时间,使其组织完全奥氏体化,然后使用空冷或者吹风冷、喷雾冷等手段,以获得细片状珠光体或索氏体组织的热处理过程,叫正火。铬轴承钢的温度在800~900℃之间。
正火的目的有:
1)消除网状碳化物 网状碳化物是由于停轧或停锻温度过高、冷却过慢而使碳化物沿奥氏体境界析出所致;线条状组织是停轧或终锻温度太低,晶粒沿变形方向被拉长的缘故,网状碳化物及线条状组织在退火过程中不能完全消除,便会保留在成品套圈组织中,降低轴承的疲劳强度和冲击韧性。
2)返修退火的不合格品退火过热产生的粗大片状珠光体,不能直接用再次退火的办法消除,必须先经过正火消除过热组织后,再进行第二次退火,否则将造成粗大碳化物。
3)为了满足特殊要求的造成性能 有些轴承产品要求抗回火性能好,即在淬火后经200~250℃回火仍需保持较高的硬度。可以对其施以正火,而后退火。这样可以获得极细的珠光体组织,这种组织淬火后硬度高、抗回火性能好。
正火工艺的关键在于选择加热温度和冷却方法。由于正火的目的、正火前显微组织中碳化物的形态以及套圈的壁厚不同,正火采用的温度及冷却方法也有所差异。

正火工艺的其它工艺要求:
1)正火的保温时间为30~50min;
2) 薄壁锻件,散开空冷或吹风冷却即可;
3) 壁厚较厚的锻件,需采用喷雾、浸油或浸乳化液等手段快速冷却;
4)不论何种冷却方法,冷速必须≥50℃/min。
正火可以在箱式电炉、井式电炉、推杆式电炉等炉子内加热。

- 轴承套圈的退火
把钢加热到下临界点A’C1以上或略低于A’C1(即钢的再结晶温度)的温度,保温一段时间后缓冷下来,这一过程称为退火。轴承钢的基本退火形式为球化退火。铬轴承钢的A’C1为700~800度左右。
退火的目的
1) 获得均匀分布的细粒状珠光体为后道工序的淬火热处理做好预准备。
2) 把硬度降低到最有利于切削加工的范围 锻造或热轧后的套圈硬度一般在255~340HB之间,这种硬度不利于车削。退火后硬度可以控制在170~220HB之间,为车加工提供良好的车削加工性能。
3) 消除应力消除机加工或冲压加工时在零件中形成的剩余应力,为零件提供稳定的尺寸和精度。
退火的种类有:
低温退火——在套圈淬火过热时需返修的特殊情况下使用,温度范围在650~720℃,保温时间为4~8h。

一般退火(球化)——温度范围在770~810℃,通常认为790℃是比较理想的,保温时间为2~6h。

等温退火——温度范围在780~810℃,保温2~5h,然后迅速冷却至680~720 ℃,保温2~4h,然后冷却至室温。

快速退火——快速退火是指具有正火组织的工件加热至一般退火温度经短时间保温后快速冷却的热处理过程。温度范围在780±10℃,保温2~2.5h,以60~90 ℃/h的冷速冷却至650 ℃。

- 轴承套圈的淬火
将钢加热到临界点A”c1~AcM之间某一温度,保温一段时间,然后快速(大于临界速度)冷却下来的热处理过程叫淬火。
淬火的目的
轴承钢淬火的目的是为了得到隐晶或细小的马氏体、细小而分布均匀的碳化物及少量残余奥氏体所组成的显微组织。
一般淬回火情况下,轴承钢显微组织中马氏体占80%以上,碳化物占5~10%,残余奥氏体占9~15%左右。具有这种组织的轴承钢的硬度、强度、耐磨性和耐疲劳性能都很好。经过回火,还可以使轴承钢获得一定弹性、韧性、尺寸稳定性等良好的综合机械性能。

淬火工艺—工艺曲线图
淬火工艺过程

轴承钢套圈的常规淬火工艺温度淬火加热温度的选择和许多因素有关,如套圈尺寸、淬火后性能要求等。

淬火加热时间的计算
在淬火温度范围内,还要根据具体工艺条件来确定具体的温度和时间,淬火加热时间的计算见下式:
t= a√s
t—套圈在连续加热炉中加热时间(min),并考虑装炉量
s—套圈壁厚
a—系数

淬火油选择
1) 普通淬火油,用于中小型轴承套圈;
2) 快速淬火油,中大型、截面尺寸较大的套圈;
3) 超(高)速淬火油,用于截面尺寸较大而又有较深淬硬层的套圈;
4) 分级淬火油,用于要求变形小的大直径、薄壁和形状复杂的套圈;
5) 真空淬火油,用于在真空条件下对套圈进行淬火冷却;
6) 快速光亮 ,用于可控气氛加热的零件淬火后保持表面光亮;
7)机械油,精制矿物润滑油,N32、N15。
- 轴承套圈的回火
把淬火钢加热到Ac1以下的某一个温度,保温一定时间后冷却至室温的热处理过程叫回火。
回火可以减轻淬火内应力,防止开裂,稳定组织,从而稳定尺寸,还能在硬度稍有降低的情况下,大大提高韧性,获得良好的综合力学性能。

回火工艺—工艺曲线图
轴承套圈的淬、回火流程图

一般回火工艺规范

- 高温回火
有些轴承有特殊要求,如要求在较高温度下要保证组织、性能和尺寸的稳定。则这些套圈的回火温度可以比一般的回火温度要高一些,这就是所谓的高温回火。这些轴承代号后边有符号“T”,铬轴承钢高温回火温度通常有以下几种:
T——200℃
T1——225℃
T2——250℃
T3——300℃
采用高温回火的套圈,在退火前要增加正火工序。
- 套圈的附加回火(二次回火/稳定处理)
经热处理的轴承套圈在磨加工过程中,会产生磨削应力;磨削应力使热处理后残留在套圈金属内部的应力重新分布,会导致套圈的精度改变,甚至产生表面裂纹。
在磨加工之后,立即用低于原回火温度20~30℃的温度再次回火(但应采取保护措施,避免出现氧化而影响表面粗糙度),可以及时消除磨削应力,进一步稳定组织,提高套圈精度稳定性,这种回火通常叫做附加回火或稳定处理。
附加回火的保温时间在3h以内,应力降低最快,以后则趋于缓慢,附加回火的保温时间和次数,应按照轴承精度等级和零件尺寸来选择。

三、轴承热处理中几种常见的金相组织
铁素体——α-Fe,体心立方晶体。
铁素体的塑性很高,屈服强度很低,非常容易塑性变形。

奥氏体——γ-Fe,高温下C溶于铁素体中的固溶体,面心立方晶体。奥氏体具有较高的塑性,屈服强度低,很容易塑性变形。

渗碳体——Fe3C,铁原子和碳原子构成的化合物(碳化物),正火晶系。渗碳体的硬度很高,强度很大,显脆性。
一次渗碳体是残留化合物,是钢加热进行奥氏体化时,未完全融化的碳化物;
二次渗碳体是析出碳化物,是钢在完成奥氏体化后,冷却过程中从奥氏体中析出的碳化物。
珠光体——铁素体与渗碳体组成的层片状组织。珠光体中铁素体与渗碳层片的粗细及形态,对其性能影响很大,因此又将层片粗细不同的珠光体分为普通片状珠光体、索氏体、屈氏体;另外将片状珠光体中的碳化物熔断后形成球状,得到球状珠光体。球状珠光体是铁素体基体上分布着粒状渗碳体。

1)均匀的、细粒状的珠光体,比粗粒状、片状的、粗片状的珠光体热处理加热温度范围窄,温度容易控制;且塑性好、切削阻力小,便于切削加工。
2)均匀分布、尺寸大小适宜的粒状珠光体,为以后的淬火提供了良好的组织状态,使得淬火温度范围宽,淬火后所得到马氏体组织细小、均匀,不易产生过热及软点,对提高轴承的内在质量打下良好的基础。
3)若淬火前的原始组织为粗粒状、片状及粗片状的珠光体,则其过热敏感性大,加热温度不易控制,淬火后组织不均匀,使工件易变形与开裂,机械性能低劣;另外,片状珠光体硬度较球状珠光体高,塑性较差,切削阻力大,切削不易分离,使加工表面粗糙度升高。零件的车加工精度很难保证,这种原始组织必须经正火后再次退火处理。
总之,通过热处理改变珠光体中碳化物的形状、粗细和分布,可以控制钢的强度和硬度,在相同的抗拉强度下,球状的珠光体比片状的疲劳强度有所提高。
马氏体——C在α-Fe中的过饱和固溶体,体心正方晶体。马氏体最主要的特征就是高硬度、高强度,其硬度随着马氏体中碳含量的增加而升高,当碳含量达到0.6%时,淬火钢的硬度接近最大值,但塑性和韧性却明显下降。

低碳马氏体

高碳马氏体
End
,免责声明:本文仅代表文章作者的个人观点,与本站无关。其原创性、真实性以及文中陈述文字和内容未经本站证实,对本文以及其中全部或者部分内容文字的真实性、完整性和原创性本站不作任何保证或承诺,请读者仅作参考,并自行核实相关内容。文章投诉邮箱:anhduc.ph@yahoo.com






