热缩袋优缺点(解密三泡法热收缩袋)
热收缩膜是一种在生产过程中在薄膜的纵向、横向拉伸定向,而在使用过程中受热收缩的热塑性塑料薄膜。薄膜的热收缩性早在1936年就获得应用,最初主要用橡胶薄膜来收缩包装易腐败的食品。如今,热收缩技术已经发展到几乎可以用塑料收缩薄膜来包装各种商品,在食品饮料、电子产品、汽车用品、日化、文具、医药等领域有着广泛的用途。
热收缩膜的生产工艺按薄膜的成型方式一般分流延法和吹膜法。流延法:以BOPET热收缩标签的生产工艺为例,其生产流程是先将PET共聚树脂进行干燥处理,然后加入挤出机中熔融挤出、通过模头/冷鼓铸片,随后将铸片加热到玻璃化温度以上、熔融温度以下的某一适当温度范围内,并在外力作用下,进行单向或双向一定倍数的拉伸,通常要求进行横向3.5~4.0倍的拉伸。
热收缩膜的吹膜法一般分为单泡法、双泡法和三泡法。普通吹膜生产工艺属于单泡法,由于无法精确控制薄膜在纵向和横向上的吹胀和拉伸比例,且吹胀比一般在2~3左右,薄膜的热收缩率不高,因此一泡法生产的产品主要用于产品物流中的包装,如啤酒饮料、日用电子产品的外包装等。双泡法主要应用于POF薄膜的生产中。由于薄膜进行了二次吹胀,因此可以控制薄膜在纵向和横向上的拉伸比例,且拉伸比例高,通过工艺配方的控制,薄膜的收缩率可以达到70%以上。POF薄膜的主要应用领域在一些小包装的制品中。随着热收缩膜在食品中,特别是冷鲜肉中的应用,三泡法热收缩膜生产工艺应运而生。由于鲜肉制品对薄膜包装的热收缩稳定性要求高,热收缩使用温度低,阻隔性能佳,普通双泡法不能生产符合要求的产品。下文着重描述了三泡法热收缩袋的生产工艺、技术难点以及市场概况等相关情况。
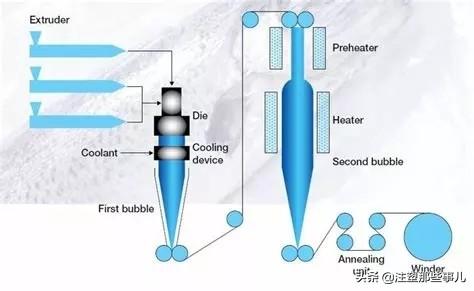
三泡法热收缩袋生产工艺及原理。其三泡法工艺流程一般如下:
原料助剂--混合均匀--熔融挤出--多层模具挤出--膜胚(一泡)--冷却定型--水浴加热--热风预热--二次吹胀(二泡)--冷却定型(三泡)--旋转收卷--交联--印刷--制袋--包装入库
其关键点控制点如下:
1)一泡挤出:采用平挤下吹法挤出胚管,此时高聚物处于熔融状态。
2)二泡吹胀:胚管经过多层模具共挤出后,马上通过真空筒水套冷却,然后进人热水浴或加热箱,加热到玻璃化温度以上进行纵向拉伸,再利用压缩空气进行横向吹胀,吹胀比与拉伸比为3.5:1左右。
这里有两个重要的概念:牵引比和吹胀比。
牵引比:是指薄膜的牵引速度与管胚挤出速度之间的比值。牵引比是纵向的拉伸倍数,使薄膜在牵引方向上具有定向作用。牵引比增大,则纵向拉伸强度也会随之提高,且薄膜的厚度变薄,但如果牵引比过大,薄膜的厚度难以控制,甚至有可能会将薄膜拉断,造成断膜现象。
吹胀比:是指吹胀后膜泡的直径与未吹胀的胚管直径之间的比值。吹胀比为薄膜的横向膨胀倍数,实际上是对薄膜进行横向拉伸,拉伸会对塑料分子产生一定程度的取向作用,吹胀比增大,从而使薄膜的横向拉伸强度提高。但是,吹胀比既不能太大也不能太小,太大容易造成膜泡不稳定,且膜泡容易出现皱折;太小则成品的收缩率不够。因此,吹胀比应当同牵引比配合适当才行。
二泡工艺的物理原理是:当高聚物处于高弹态时,对其拉伸取向,然后将高聚物骤冷至玻璃化温度以下,分子取向被冻结,当物品进行包装过程中对其加热时,由于分子热运动产生应力松驰,分了恢复原来的状态,产生收缩。
3)三泡定型:二次吹胀后的薄膜还需进行定型处理,然后收卷。热收缩膜即便在常温下储存,也会产生收缩,因此定型处理相当关键。
4)热收缩膜往往还需要进行交联处理,一般采用电子辐射交联,分为在线交联和离线交联。经过交联的薄膜可使其性能得到大幅度的改善,不仅显著提高了薄膜的力学性能、耐环境应力开裂性能、耐化学药品腐蚀性能、抗蠕变性和电性能等综合性能,而且非常明显地提高了耐温等级,这个工艺过程是热收缩袋生产的关键工艺控制点之一。
5)三泡法热收缩膜和普通热收缩薄膜生产工艺的关键区别在于:一泡法吹涨时高聚物是在熔点以上进行纵向和横向的拉伸,而三泡法则是将胚管温度控制在玻璃化温度以上,熔点以下,然后进行拉伸和吹涨。
三泡法热收缩膜原料的选用。由于三泡热收缩膜采用的是下吹水冷的生产工艺,因此原料一般选用吹膜级即可。在包装完产品后的热收缩过程中,一般采用热水、风淋或红外线加热3~5秒。为减少温度对冷鲜肉表面的影响,因此要求薄膜的热收缩温度低,所以应选用较低密度的聚乙烯、茂金属线性聚乙烯以及EVA等原料,以便能在90℃甚至更低温度实现40%以上的热收缩。同时还要考虑薄膜的贴体性能要好,收缩率要大,收缩力低,以避免血水的挤出。
根据包装内容物的种类和保质期要求,一般按氧气阻隔性能分为阻隔热收缩袋,高阻隔热收缩袋和无阻隔热收缩袋。阻隔层原料一般选用PVDC、EVOH、共聚尼龙。因此产品结构分为如下四个基本类别:
1)无阻氧性结构:(MPE EVA)/ LLDPE/ (MPE EVA)
2)阻隔性结构:PA/TI/(MPE EVA)
3)高阻隔性结构之一:PA/EVOH/TI/(MPE EVA)
4)高阻隔性结构之二: (MPE EVA)/ EVA/PVDC/EVA/ (MPE EVA)
在采用EVOH和尼龙做阻隔层时,一般设计为不对称结构,尼龙会设计在外层,这样内外层材料的熔点相差很大,便于制袋。而对称结构的产品内外层材料温差不大,因此需要对薄膜进行交联,以提高薄膜的耐温性能,从而容易制袋。
这里要重点提一下交联工艺。并不是所有的高分子材料都能进行电子辐射交联,并且交联和裂解是同时进行的,但总有一方面是主要的,这样就有电子辐射交联型和裂解型聚合物之分。如聚乙烯、EVA等属于能进行辐射交联的物质。PVDC在进行辐射交联后会发生黄变,影响产品的展示效果,目前是困扰业界的一个难题。有些公司的产品在此方面解决得很好,据说使用的是在线交联,而其它公司使用的是离线交联,即膜卷生产完成后再进行交联。离线交联会产生另外一个问题,即热收缩膜在进行电子辐射交联时,会产生刺激性气体--臭氧,由于存在于袋体之内,无法排出,尽管符合食品安全要求,但有时会遭到客户的拒绝。
三泡法热收缩袋的市场前景。根据相关报道,肉食品包装袋以每年20%的速度成为增长最快的软包装市场。在全球超过百亿份鲜肉包装中,有30%以上的比例使用的是袋式包装。可以预测,热收缩包装袋将成为一个高速增长的软包装市场。热收缩袋的主要优点如下:
1. 收缩帮助减少包装外多余材料,使包装更紧贴,展示效果好,提升肉品销售吸引力;
2. 热收缩袋热收缩后无褶皱,内层材料非常贴体,消除了由其产生的毛细吸水现象,同时低收缩力也最大程度地减少了血水的渗出;
3. 热收缩袋的阻隔层有效阻隔氧气的渗透,延长了肉制品的保质期;
4. 热收缩袋能有效地阻止水份的流失,保持了产品原有的口味,同时为企业节约了成本;
5. 热收缩包装的产品避免了与外界的接触,避免了二次污染,食用更安全。
目前PVDC的热收缩袋的应用范围主要在冷鲜肉包装,还有一部分应用于需要高阻隔性的海产品加工领域。我们根据美国冷鲜肉包装发展的历史,可以看出中国未来包装冷鲜肉的发展方向。二次世界大战后因为超市的发展,开始出现薄膜包装的冷鲜肉,其主要用于超市后店,防止鲜肉分切后仓储过程的水分散失,但这种包装仍存在肉色改变、包装渗漏、保存期限短的问题。随着PVDC材料的发明和应用,接下来的20年(1950~1970)热收缩包装材料逐渐演变到了阻隔性收缩袋,从而延长了肉制品的保存期限,使厂商能更弹性、效率地调整生产和库存。美国主要的保鲜牛肉供应厂商都是当年使用真空收缩袋和中央包装工厂的先驱者,如今这些大厂的供应量占总饲养牛只屠宰量的3/4 ,其中85%的产品采用真空收缩包装。美国真空收缩包装的牛肉已占其牛肉总产量的90%。
普通无阻隔热收缩袋主要应用于冷藏牛羊肉产品的包装中,由于贴体性好,并且能在零下十八度以下的冷库中有效防止产品的干耗,该产品已经在我国内蒙等北方地区广泛使用。尼龙、EVOH热收缩袋则主要应用于火腿等干肉制品领域。我国的火腿消费量并不高,但是在欧洲、北美及俄罗斯,这些包装的使用量是非常大的。
热收缩的包装袋的使用范围正越来越广,一个很好的例子就是卤制品。我国的卤制品基本都是家庭作坊式的加工方式,随着国家和百姓对食品安全的重视,一些食品加工厂开始生产低温慢煮的肉制品,并且有非常好的市场反应。低温慢煮Sous-vide源自法语,是“under vacuum”-“真空烹调法”的意思,是以科学化研究,找出每种食材的蛋白细胞受热爆破温度范围,从而计算出爆破温度以内,用多长的时间把食物煮熟最好。“煮熟”的最佳方法,是将其放进能抵御高温的塑料袋,抽尽空气呈真空状态后,放进计算好温度的恒温热水中浸泡规定的时间,让食物在热水中慢慢泡熟,食物便能在最适合的温度中释出最多的谷氨酸钠,既最原汁原味,质地与营养也是最佳状态。目前国内已有多家食品加工厂在使用热收缩袋生产低温慢煮的食品。我们有理由相信热收缩袋的市场前景会越来越广泛。
,免责声明:本文仅代表文章作者的个人观点,与本站无关。其原创性、真实性以及文中陈述文字和内容未经本站证实,对本文以及其中全部或者部分内容文字的真实性、完整性和原创性本站不作任何保证或承诺,请读者仅作参考,并自行核实相关内容。文章投诉邮箱:anhduc.ph@yahoo.com






