外径千分尺的公差读数方法(零件尺寸公差的测量)
导读:
标准的千分尺或卡尺等测量工具,是测量工件平面及平行特征或内/外径的常用“利器”。但遇到测量复杂形状的工件时,如曲面或狭窄的沟槽等,标准的通用量具可能就难以到达准确的测量位置,选择专用的非标量具则相对更简便、更经济。
01、管壁厚度的测量

建议使用 壁厚千分尺 :


理由:圆柱型测砧可深入管材内进行壁厚测量。
建议使用 管壁厚度卡尺 :


理由:主尺的量爪为圆柱型,可准确测量管壁厚度。
建议使用 管材厚度表 :

理由:测砧呈90°角,可测量管壁厚度或弯板厚度。
02、管内径的测量

建议使用 内径卡尺 :


理由:量爪为刀刃型,用于测量难以测量的内侧位置。同系列量爪还有尖爪型和内凹槽型。
建议使用 卡尺型内径千分尺 :


理由:卡尺形的测量面可实现通用千分尺无法实现的内径测量。
建议使用 内径表 :

理由:可测量内孔底面的直径,接上延长杆则可测量深孔内径。
03、沟槽直径的测量

建议使用 薄片型千分尺 :


理由:测量面为薄片型,可简单、准确测量窄槽直径。
建议使用 薄片卡尺 :

理由:量爪前端为薄片形,可轻松到达窄槽的测量位置完成测量。
建议使用刀刃型厚度表 :

理由:量爪前端为片状,可简单到达窄槽的测量位置完成测量。
04、带有凹槽的内径测量
建议使用 凹槽千分尺 :


理由:带有凸缘的测微螺杆和测砧,可测量凹槽内径和管材内凹槽深度和位置关系。
建议使用 钩式游标卡尺 :

理由:量爪前端为钩型,可测量圆筒内径阶梯槽尺寸。
05、花键测量

建议使用 花键千分尺 :


理由:小直径测砧可方便测量花键轴和槽的直径。
06、奇数槽丝锥铰刀的外径测量

建议使用 V型测砧千分尺 :


理由:V型测砧适用于测量奇数槽的丝锥、铰刀、铣刀的外径,可使用单针测量中径。
07、板材中心厚度的测量

建议使用 板厚千分尺 :


理由:超大尺架可轻松测量板材厚度。
08、公法线长度的测量

建议使用 盘型千分尺 :


理由:盘型测砧可深入齿根根部,适用于测量直齿圆柱齿轮和斜齿轮的齿根切线方向长度。
09、齿轮滚珠的直径测量

建议使用 齿轮外径千分尺 :


理由:可选择不同的可更换球型测砧 — 测微螺杆测量面型,可测量不同模数的齿轮 (0.5 - 5.25)。
10、螺纹有效直径的测量

建议使用 螺纹千分尺 :


理由:固定测砧可测量60°螺纹。直接读取螺纹的有效直径,无需计算。
建议使用 可更换测砧的螺纹千分尺 :


理由:选配可更换测砧/测微螺杆测量面,对应不同螺纹的测量。直接读取螺纹的有效直径,无需计算。
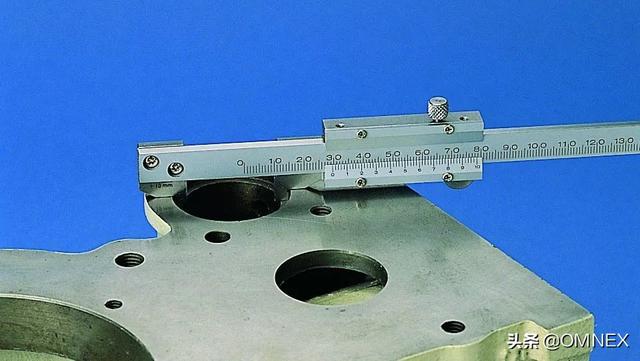
11、孔心距的测量

建议使用 偏置中心线卡尺 :


理由:带有偏置值设置功能,可直接对间距测量值进行读数。
建议使用中心-中心型背置量爪型偏置卡尺 :

理由:带有偏置值设置功能,可直接对间距测量值进行读数。
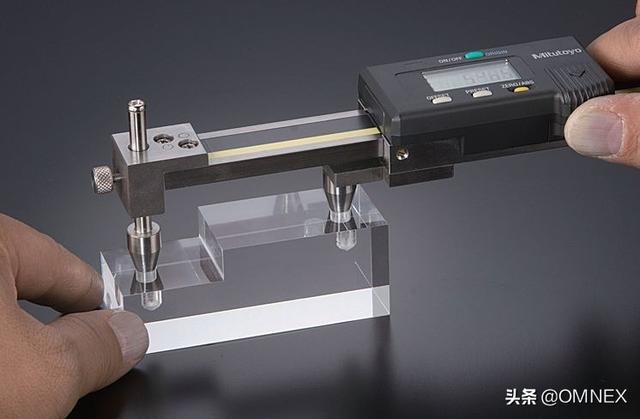
12、单孔间距的测量

建议使用 边缘-中心型背置量爪型偏置卡尺 :


理由:边缘-中心型量爪适用于单孔间距的测量,且尺框背面带有量爪,便于从上面读取测量结果。
13、不规则狭窄部位的尺寸测量

建议使用 尖爪卡尺 :


理由:尖爪型量爪可深入非常小的凹槽或轨道,轻松实现外径、内径、深度和段差等测量。
14、狭窄部位的厚度测量

建议使用 尖爪千分尺 :
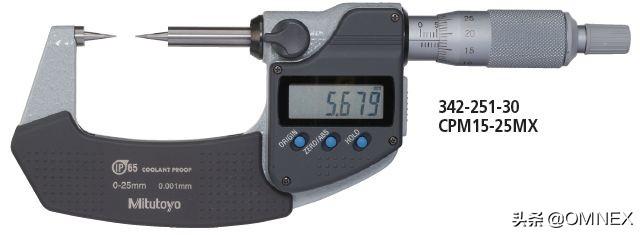

理由:测砧尖端半径约为0.3mm,可用于测量钻孔、小凹槽、键沟等难以测量的壁厚尺寸。
15、段差部位的尺寸测量

建议使用 偏置卡尺 :


理由:高度差的量爪设计,适合用于测量阶差断面和难以测量的工件尺寸。
16、凹部的壁厚测量

建议使用 球型测砧壁厚千分尺 :


理由:两个测量面为球面,可测量凹壁壁厚的尺寸
☞来源 : 前沿数控技术
免责声明:本资料来自网络,版权归作者所有,本资料只能用于学习,如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并立即删除内容
,免责声明:本文仅代表文章作者的个人观点,与本站无关。其原创性、真实性以及文中陈述文字和内容未经本站证实,对本文以及其中全部或者部分内容文字的真实性、完整性和原创性本站不作任何保证或承诺,请读者仅作参考,并自行核实相关内容。文章投诉邮箱:anhduc.ph@yahoo.com






