怎么确定一个冲压件的工艺方案(冲压件螺纹底孔的基本工艺)
1 螺纹底孔的计算
合适螺纹底孔的大小,不仅取决于螺纹直径,而且与其螺距有着密切的关系,通常可按下式计算:
当tL≤1时,取:dZ=d-tL
当tL>1时,取:dZ=d-(1.04~1.06)tL (2)
式中 tL-螺距,mm
dz-螺纹底孔直径,mm
d-螺纹直径,mm
表1 螺纹底孔直径的合理值(mm)
|
螺纹直径d |
螺距tL |
底孔直径dz |
螺纹直径d |
螺距tL |
底孔直径dz |
|
M1 |
0.25 |
0.75 |
M2 |
0.4 |
1.6 |
|
M3 |
0.5 |
2.5 |
M4 |
0.7 |
3.3 |
|
M5 |
0.8 |
4.2 |
M6 |
1 |
5 |
|
M8 |
1.25 |
6.7 |
M10 |
1.5 |
8.5 |
|
M12 |
1.75 |
10.2 |
M14 |
2 |
11.9 |
|
M16 |
2 |
13.9 |
M18 |
2.5 |
15.4 |
|
M20 |
2.5 |
17.4 |
M22 |
2.5 |
19.4 |
|
M24 |
3 |
20.9 |
M27 |
3 |
23.9 |
|
M30 |
3.5 |
26.3 |
2 冲制螺纹底孔的基本工艺方法
用冷冲压冲制板料冲压件上螺纹底孔的主要工艺方法有如下几种:
(1)厚料冲小孔与精冲孔
当冲件厚t可以满足螺纹联接所需长度时,可用冲压制孔工艺解决。通常在这种EW有效长度取决于螺纹直径、螺距并与联接件的材料种类密切相关。 表2 厚板冲制小螺纹底孔参数(中碳钢冲件)
|
冲件料厚t(mm) |
螺丝直径d |
螺距tL(mm) |
底孔直径dz(mm) |
要求螺纹联接最小长度Lmm(mm) |
|
3 |
M2M3M4 |
0.40.50.7 |
1.62.53.3 |
1.72.22.6 |
|
4 |
M3M4M5 |
0.50.70.8 |
2.53.34.2 |
2.22.63.2 |
|
5 |
M4M5M6 |
0.70.81 |
3.34.25 |
2.63.23.3 |
|
6 |
M5M6M8M10 |
0.811.251.5 |
4.256.78.5 |
3.23.34.65.7 |
|
8 |
M8M10M12M14 |
1.251.51.752 |
6.78.510.211.9 |
4.65.76.87.8 |
|
10 |
M10M12M14M16 |
1.51.7522 |
8.510.211.913.9 |
5.76.87.88.5 |
|
12 |
M10M12M14M16M18M20 |
1.51.75222.52.5 |
8.510.211.913.915.417.4 |
5.76.87.88.59.610.5 |
从表2可以看出,一些t≥3~12mm的中厚板冲件,其料厚可以满足螺纹直径适中的一些紧螺纹联接要求的螺纹联接长度。故可用冲孔或精密冲孔、冲小孔诸工艺方法冲制螺纹底孔。
螺纹底孔不仅尺寸要求较晋严,孔壁也要垂直平整。否则,攻制螺纹时因丝锥较细而长,冲制孔壁因冷作硬化较硬,很易磨损与折断。故一般用标准间隙或大间隙冲孔,均不能满足攻丝要求,除非另加扩孔或铰孔工序。而这样做显然不经济。这里推荐用精冲孔或小间隙厚料冲小孔工艺对表2所列小螺纹底孔的冲制加工。这些冲压制孔工艺都已在生产中推广应用,比较成熟。即便使用普通国产标准压力机进行精冲孔或厚料冲小孔工艺,国内使用也很普遍,尤其在仪表、开关电路行业、应用较多。(2)变薄翻边
对薄料冲件采用变薄翻边冲制小螺纹底孔是目前国内使用广泛的工艺方法。通过对薄料的变薄翻边,增加螺纹底孔的轴向长度,使螺纹联接长度加大,使螺纹联接结构更坚固、可靠。同时,还能有效减小产品重量。利用变薄翻边冲制螺纹底孔多用于料厚 t≥3mm的薄板冲件。其翻边几何尺寸参数列入表3,供参考。
表3变薄翻边冲压成形螺纹底孔推荐参数
|
冲件料厚t(mm) |
螺纹直径d |
翻边预冲底孔直径 |
翻边预螺纹孔直径 |
翻边凸缘外径Dz |
翻边凸缘高度H0 |
|
1 |
M2M2.5M3M4 |
φ1φ1.1φ1.15φ1.2 |
φ1.6φ2.1φ2.5φ3.3 |
φ2.4φ3.1φ3.6φ4.4 |
1.72.02.22.6 |
|
1.5 |
M3M4M5M6 |
φ1.5φ1.6φ1.7φ2.2 |
φ2.5φ3.3φ4.2φ5 |
φ3.2φ4.2φ5.6φ6.4 |
2.22.63.23.3 |
|
2 |
M4M5M6M8 |
φ2φ2.1φ2.2φ3 |
φ3.3φ4.2φ5φ6.7 |
φ4.3φ5.4φ6.6φ8.3 |
33.43.84.6 |
|
2.5 |
M5M6M8M10 |
φ2.5φ2.6φ3φ3.6 |
φ4.2φ5φ6.7φ8.5 |
φ5.6φ7φ8.4φ10.7 |
3.94.24.95.4 |
|
3 |
M6M8M10M12 |
φ3.2φ3.4φ3.8φ4.3 |
φ5φ6.7φ8.5φ10.2 |
φ7.1φ8.5φ11φ12.4 |
4.65.35.76.2 |
(3)冷挤压
对料厚t≤2mm的薄板冲件,采用冷挤压的方法在板料上冲挤出类似翻边的螺纹底孔。此工艺无须预冲孔,用闭式冷挤模冲挤。凸模压入板料后,材料在凹模中围绕在凸模周围重新分配成环状凸缘,从而获得孔径精确、高度足够的螺纹底孔。孔的末端带有薄薄的连皮,在改制螺纹时由丝锥冲去。这种工艺早在60年中期已在国外应用。其优点是冷挤孔凸缘壁厚比翻边的厚而均匀,加上冷挤中比翻边更剧烈的冷作硬化,使其螺纹联接具有更高的负载能力。但该工艺至今尚未在国内推广应用。
3 冲制小螺纹底孔的工艺技术
在t>3~12mm的中厚板上冲制d≤t的小孔作为螺纹底孔dz,不仅生产效率高,而且质量好,互换性强。同时,冷作硬化效应还能提高螺纹强度。为此,在料厚能保证螺纹联接长度时,为确保制螺纹底孔的孔形及孔壁垂直度与光洁表面,即使dz>t仍采用冲小孔或精冲孔的工艺技术加工,可省去普通冲孔后增加扩孔与铰孔工序,获取良好的经济效益。
厚料冲小孔及精冲孔与普通冲大孔在工艺技术上的主要区别在于:
(1)普通冲大孔的冲孔间隙Z值,以中碳钢为例,Z=(5%~10%)t(单边,下同)。故冲出孔径上小下大带有明显的锥度,仅上部约料厚三分之一为光亮带,孔口下部约料厚三分之二孔壁为粗糙的撕裂断面。而冲小孔与精冲孔的冲孔间隙Z=(0.5%~ 1%)t,仅为普通冲大孔的十分之一左右,故冲出孔尺寸精确,孔壁垂直,孔壁表面粗糙度可达Ra0.8~Ra0.4。
(2)在中厚板上冲大孔,通常都采用硬性卸料板,板料在自由状态下冲孔;冲小孔与精冲孔均采用强力压料板,冲孔时在板料冲孔直径周围(5~8)d范围内施加0.3~0.5σs的压料力(σs为冲件材料的屈服极限),约为普通弹压卸料板压料力的3~5倍,见图2.a~m各图。
(3)与众所周知的普通冲大孔的分离变形过程不同,厚料冲小孔与精冲孔均使材料处在三向压应力状态下,以微间隙进行塑性纯剪切或接近塑性纯剪切的分离变形过程。冲孔废料由同凸模强制冲挤进入凹模孔中。当要求较高的冲孔尺寸精度和孔壁表面质量时,必须适当的减小冲孔间隙,增加压料力,以便产生更好的冲挤过程,见图1。
(4)精冲及冲小孔的孔壁与凸模中心线平行,没有普通冲大孔那样的锥度,而且孔的尺寸较稳定。通常冲出孔直径比凸模稍大,孔壁为100%光亮带,其表面粗糙度Ra值为0.4~0.8μm。
(5)由于清冲孔,冲小孔的分离变形过程与普通冲大孔截然不同,见图1。如使用普通标准机械压力机实施精冲孔,冲小孔时,除计算最大冲孔力外,还应计算其冲裁功,以便准确地选定设备吨位。而在计算最大冲孔力时,采用众所周知的传统计算公式则不符合冲小孔、精冲孔的实际情况,推荐使用Timmerbeil公式:
Pmax=Loto(1-t'/t)σb (N) (1)
式中 Pmax--最大冲孔力,(N)
L--冲裁线长度即冲孔周长,(mm)
t--冲孔件料厚,(mm)
t'--冲孔初始阶段,凸模挤入材料深度,(mm)
σb--冲孔件材料抗拉强度,(MPa)
(1-t'/t)--取决于冲件材料屈强比,即σs/σb比值。就05~20钢而言,(1-t'/t)之值约在0.6~0.7之间。
只按最大冲孔力(冲裁力)选定压力机吨位是很不够的。因为,压力机的输出压力取决于它的曲轴抗弯强度和齿轮齿廓的抗剪强度;
而压力机输出的冲压(有效)功则取决于它的飞轮储备能量大小及其电机输出功率大小和充许的超载能力。功率超载会使其飞轮转速急剧下降,电机滑差,线圈过热而烧毁。压力机的公称压力是曲柄旋转至下死点前30°、滑块下行至下死点前6.7%的行和处所产生的整个行程的最大压力。
大于6.7%行程各点的压力都小于公称压力,行程中间点压力最小,仅为其公称压力的一半。压力机输出的冲压功随飞轮转速下降而减少。电机驱动飞轮旋转储备能量。飞轮转速达到额定转速才能达到设计规定输出的冲压(有效)功。与上述公称压力一样,电机功率、飞轮转速及有效功等参数,压力机使用说明书中都有详细论述。计算时只要按下式求得的冲裁功小于所选压力机额定输出有效功,就可满足要求。
A=kpt/1000 (J) (2)
式中 A--平刃中冲裁变形功,J
P--冲裁力,N
t--冲件料厚,mm
k--材料种类系数,见表4。
表4系数K数值
|
冲件材料 |
料厚(mm) | |||
|
<1 |
1~2 |
2~4 |
>4 | |
|
软钢中硬钢硬钢铝铜(退火的) |
0.70~0.650.60~0.550.45~0.400.75~0.70 |
0.65~0.600.55~0.500.40~0.350.70~0.65 |
0.60~0.500.50~0.420.35~0.300.65~0.55 |
0.45~0.350.40~0.300.30~0.150.50~0.4 |
由于中厚板冲小孔、冲深孔与普通冲孔的变形过程、板料受力情况以及对冲压力和功的需要是截然不同的,应予分别对待。
在普通冲裁过程中,对中厚低碳钢板冲孔,如果冲孔间隙适当,凸模只需进入料厚的三分之一左右,冲孔就完成了,但由于此时间隙值达料厚的4%~13%t(单边),料厚的三分之二以上是拉断、撕裂而不是剪切,故在冲击孔的上边,即贴近凸模的一面,孔的尺寸接近凸模;而下部孔的底面即贴在凹模表面的孔径则按近凹模尺寸。故孔的上下两端直径相差两边的冲孔间隙。即便按4%t小间隙(单边)计算,如t=5mm,冲孔直径d=4mm,孔上、下部直径差0.4mm。
国内目前在中厚板上冲小孔的工艺方法除强力齿圈压板精冲孔外,还有在普通机械压力机上进行光洁冲裁,包括小间隙圆刃口凹模、小间隙截锥形和圆锥形以及分段台阶式凸模精冲孔、小间隙强力压料板压料冲深孔等多种方法。
图1示出在t=7mm低碳钢板上冲制φ2.5mm小孔的过程。当强力压料板通过凸模导向护套在板料上5~8d冲孔范围内施加的压料力和凸模端面加压后使材料应力达到比例极限σn时,使材料进入弹性变形阶段1。此时,凸模挤入材料0.5mm,材料受压而聚集在凸模周围,形成轻微的环关凸起;
凸模及压料板加大压力,应力达到材料的屈服极限σ。使冲孔材料进入2塑性流动阶段,凸模挤入材料2mm,材料产生定向塑性流动,开始进入凹模;
凸模继续下行,进入材料达33mm时,材料停止向孔周流动并大量挤入凹模。此时刃口部分材料应力达到其抗剪强度极限στ并发生显微裂纹,即图示3剪切变形阶段;凸模再下行进入材料3.5mm深时,上述显微裂纹扩展并沿凹模刃口出现剪切裂纹,开始剪裂,见图1~4剪裂阶段;
凸模再继续下行至凹模刃口上表面0.1~0.2mm时,完全剪断。凸模把冲孔废料推入凹模洞口,完成最后的5推卸阶段。

中厚板冲小孔,包括冲孔直径d=t或稍大于t的凸模,一般都采用图2所示加固结构。但若冲制螺纹底孔,都采用图2-a~g强力压料及可伸缩(见图2-a.b.)导套或卸料板导向结构型式。
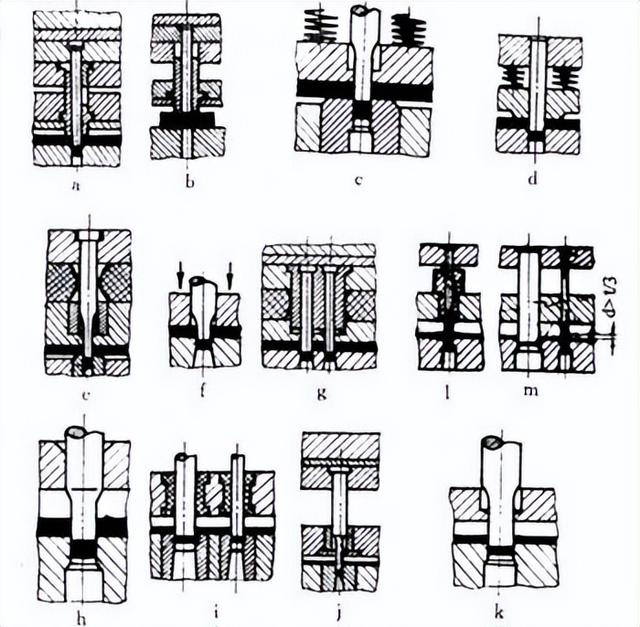
图2 冲小孔凸模的常用加固结构型式
a~g 系强力压料冲孔凸模加固结构;a.b-可伸缩凸模护套;c~e-局部强力压料;f~g-导向压料结构;h~m 系固定卸料冲孔凸模加固结构;e.m.j-用于细长凸模的加固结构;h.k-普通冲孔凸模的加固结构。
4 变薄翻边成形小螺纹底孔的工艺技术
据长期现场工作实践经验,就A3、08~20钢、H62~H68黄铜及软态紫铜等材料的薄板冲压件变薄翻边成形小螺纹底孔而言,控制和合理确定其变薄翻边系数Ko、翻边孔壁的变薄系数Eo等,是保证变薄翻边成形合格螺纹底孔的关键。
推荐变薄翻边系数:
Ko=do/dz=0.40~0.45 (3)
推荐预冲孔直径:
do≥t (4)
推荐翻边孔壁变薄系数:
Eo=[(Dz-dz)/2]/t=0.60~0.65 (5)
推荐按以下各式进行小螺纹底孔的变薄翻边工艺计算:
预冲孔直径:
do≈(0.45~0.50)dz (mm) (6)
翻边孔外径:
Dz=dz 1.3t (mm) (7)
翻边高度:
Ho=[t(D2z-d20)/(D2z-D2z)] (0.1~0.3) (mm) (8)
在正常情况下,采用上述计算方法及推荐工艺参数,翻边孔不会开裂,并具有足够的翻孔壁厚和强底,达到较好的翻边质量。
5 冷挤压小螺纹底孔的工艺技术
在闭口结构冷锻模中,通过无毛边体积冲压,实际上是冷挤压,获得尺寸精确、孔壁垂直的翻边螺纹底孔。闭式模中冷冲挤所需压力较大,推荐用下式计算其冲压力PT:
PT=PσSVKT (N) (9)
式中 F--冲压件的水平投影面积,mm2;σS--冲件材料的屈服强度,MPa;V--闭口冷态体积冲压特性系数。无毛边冲挤取V=1.7~2;KT--考虑冲压结构型式及外摩擦系数,一般取KT=1.3~1.6。
冷冲挤薄板成翻边小螺纹底孔时,凸模冲出底孔内径,因无预冲孔,凸模冲下材料的体积,约大于凹模中围绕凸模之环状型腔容积的1~2%,即0.7854d2h=0.7854(D2-d2)(H-h) 0.02(0.7854d2h)。其中,d即dz,D即Dz。由于工作时,凸模直径d及凹模腔直径D都要承受骤裂摩擦,往往要经常加润滑油,加上材料的弹性变形,d与D尺寸反映在冲件上总比计算dz与Dz有少许偏差。设计模具时应适当考虑这些因素。说明:dz小螺纹底孔的底部连皮很薄,在攻制螺纹时,由丝锥顶部冲去,无须另设专门工序去除。
6 冲模结构设计要点
在板料冲压件上,用冲压法获取螺纹底孔,所用冲模结构有一些不同的特点,在设计这种冲模时,应注意以下一些要点:
(1)用冲压制孔即冲孔获取螺纹底孔时,用普通冲裁工艺冲孔,获取的孔形及孔径尺寸精度等均不能满足作为螺纹底孔的起码要求,除非增加扩孔与铰孔工序。由于普通冲孔的孔壁有个较大的锥度,且仅孔深三分之一为光洁壁,余下三分之二撕裂孔壁,孔径大,表面又粗糙,甚至是个台阶。所以,为一次冲制成螺纹底孔,通常都采用:冲深孔、光洁冲孔、精冲孔等工艺方法,以获取孔径尺寸精确、孔壁垂直、孔壁表面平整光洁,完全满足作为螺纹底孔的各项精度要求。这些与普通冲孔工艺不同的上述各种冲孔工敢的工检同特点是:冲孔间隙小,仅为普通冲孔的10%左右,一般取间隙Z=0.5%~1%t(单边);采用强力弹压卸料板机构,不华裔能校平板料且可将板料压牢在凹模表面,约为普通冲裁压料力的2~3倍。在冲模结构设计上应体现这些特点。否则就冲不出合格的螺纹底孔。
(2)在t<3mm的薄板冲压件上,通过变薄翻边获取小螺纹底孔,所用冲模多为一模成形的多工位连续式复合模。而且多数为冲孔、翻边、落料三工位连续模。其中,翻边凸模的设计、间隙的合理值确定并始终保持均匀是这类冲模设计的关键。此外,对细长冲孔、翻边凸模的合理加固和进距限位装置的选择也十分重要。
(3)由于翻边凸缘作为紧螺纹联接的螺母基体,对其尺寸精度要求较高:变薄翻边凸缘高度Ho、翻边凸缘内孔即螺纹底孔dz、翻边凸缘外径Dz等,允许偏差均小于±0.05c~v±0.1mm。这对冲模的结构设计及有关工艺计算,都提出了较高要求。
(4)翻边凸模的结构形状设计及翻边间隙的合理确定是这类冲模结构设计成败的关键。图5所示翻边凸模常用的结构形状,可供设计选用。

图5 变薄翻边凸模的结构形状
有预冲孔翻边凸模,见图a~c;无预冲孔翻边凸模(穿孔翻边),见图d~e。图中符号意义:t冲件料厚, d2翻边凸缘内径即螺纹底孔直径,Dz翻边凸缘外径,Ho翻边凸缘高度,do翻边预冲孔直径,Do翻边凸模杆部直径,d无预冲孔翻边凸模穿孔直径。
由于在薄板冲压件上通过变薄翻边获得的小螺纹底孔,对Ho、dz以及翻边凸缘壁厚to=(Dz-dz)/2≈0.65t等参数值要求精度较高,一般应控制在±0.05~±0.1mm。通常都优先选用图5a凸缘口部平整度要求不高时,亦可用图5b、c所示凸模型式。无预冲孔翻边所获凸缘口部不齐,多数情况下仅用于t<1.5mm薄料非螺纹底孔的翻边成形以及对Ho尺寸无精底要求的粗浅螺纹底孔加工。
(5)进距限位装置的选择要与冲件料厚及其尺寸大小与精度、冲模结构等相匹配,对于单工位的翻边模和冲孔、翻边、落料复合模,以采用各种挡料装置对送进材料进距限位为主,包括:固定挡料销、固定挡料板(块)及定位板、活动挡料销、自动挡料装置等。而翻边件用多工位连续模,尤其变薄翻边成形小螺纹底孔的连续模,由于冲件料厚t<3mm,又都采用导柱模架、强力弹压卸料板结构,其进距限位装置大多使用侧刀。
侧刀有标准的与非标准的两大类。常用的标准侧刃有普通带导头和不带导头的二类各有矩形、凹槽形及单面凹槽形计六种都已纳入国际GB2865.1~4--81《冷冲模侧刃和导料装置--侧刃》标准中,合计各38个规格,总计228个规格,可供设计选用;为了节省材料,利用沿边废料和冲件能够进行无搭边排样等结构形状的特点,用专用特殊形状的侧刃,进行条料侧边的成形冲切及落料部裁,即通称的成形侧刃、落料侧刀。使用侧刃的条件如下:
①用各种薄板金属材料大量生产中小尺寸、高精度冲件并要求有更高的生产率。
②冲件尺寸精度在ITIO级以上并有相当或更高的形位精度要求。
③使用标准侧刃,送料进距S≤50mm,送进误差≤±0.15mm;使用非标准侧刃,进距大小不受限制,冲切形状也可按需要设定,但侧刃切料长度通常均等于进距S。
④冲件料厚t≤0.5mm应优先选用侧刃对进距限位;t>0.5~1.0mm时,推荐使用侧刃;t>1.0mm使用侧刃要与其他进距限位装置比较选用。
⑤送料进距小,使用其他进距限位装置皆有困难或达不到要求的限位精度。
⑥采用卷(带)料进行高速连续冲压。
在多工位连续模中,用侧刃限位比用固定挡料销、活动挡料销等精确、可靠。但普通标准侧刃只适用于有搭边排样,增加废料量、加大了冲裁力,使用冲模结构趋于复杂。使用非标准成形侧刃、落料侧刃可以消减废料消耗,克服标准侧刃缺点,发挥其优势。
7 冲模的典型结构浅识
以下简介的几套冲模结构经生产中长期使用效果不错。现就其结构浅识如下:
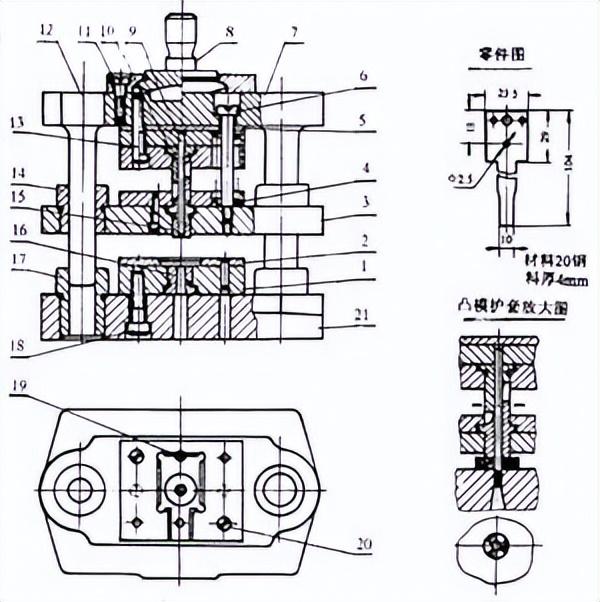
1 凹模框 2 定位板 3 导柱、导向卸料板 4 压簧 5 垫板 6.11.18.20 螺钉 7 上模座 8 模柄 9 冲孔凸模 10.15 凸模可伸缩扇形块护套 12 导柱 13 销钉 14.17导套 16 凹模锒块 19 定位钉 21 下模座

图7 变薄翻边三工位连续式复合模
图注:1.15压簧 2.7.10.11.16.17.21.22.26各种螺钉 3.23销钉 4.模柄 5 推入式活动模柄 6.25上下模座 8.垫板 9.小导柱 12.导料板 13.承料板 14.侧刃 18.翻边凸模 19.落料凸模 20.导料板24.防护栅 28.卸料板 29.导套
(1)厚料冲深孔模
通常当冲孔直径d≤(0.5~0.7)t时,在中厚板即t>3mm的板上冲孔,优先推荐采用这类冲深孔模。
该冲模使中加厚模座、加粗、导柱的强压卸料板导向中间导柱模架,高精度浮动模柄,加厚卸料板,故模具整体刚度好,导向好。
仅φ2.5mm的细长凸模,因采用了全长导向的可伸缩扇形块式护套,且与凸模直径采用了(基轴制)h7/H8配合,单边配合间隙控制在≤2%d较理想。
(2)变薄翻边多工位连续式复合模
该冲模为薄料小尺寸冲件的冲孔、翻边、落料三工位连续式复合模。冲件的翻边凸缘高度
Ho=2.6±0.1mm,凸缘内径即螺纹底孔dz=φ3.3±0.1mm,凸缘口部翻边后不允许有裂纹。冲件外形尺寸=厚×长×宽=1×5×15mm,无更高的形位精度要求。
该冲模采用推入式活动模柄、加厚模座后侧导柱模架,卸料板加小导柱导向,使模具不仅整体刚度好,而且导向精度。卸料板相应模孔与细长冲孔及翻边凸模采用基轴制h6/H7配合,增强了这些凸模抗纵弯的稳定性。落料凹模采用锒块结构,也可采用整体凹模。则具有更佳的制造工艺性。为确保操作安全,该冲模在下模安装了防护栅。
对于本文有不了解 不明白的地方,欢迎在下方评论区探讨!
想系统学习模具设计技术,可以关注小编!私信:666
,免责声明:本文仅代表文章作者的个人观点,与本站无关。其原创性、真实性以及文中陈述文字和内容未经本站证实,对本文以及其中全部或者部分内容文字的真实性、完整性和原创性本站不作任何保证或承诺,请读者仅作参考,并自行核实相关内容。文章投诉邮箱:anhduc.ph@yahoo.com






