适合钛合金材料的焊接工艺(TA2钛合金成分力学性能)
TA2钛合金概述:
TA2钛及钛合金因其良好的耐腐蚀性和低密度而广泛应用于航空航天、海水淡化、电力和石油化工等行业。随着制造业的快速发展,纯钛材料的应用领域越来越大,相关领域的理论研究也越来越多。但是,目前对钛合金块的成形极限研究还很缺乏。而板料是金属成形重要的组成部分之一。据统计,金属板块料成形零件的数量占飞机零件总数的50%,汽车零件总数的75%。因此,钛合金板材具有广泛的应用前景和研究价值。
TA2钛合金化学成分:

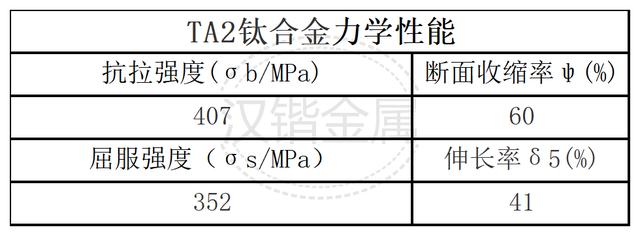
TA2钛合金力学性能:
TA2 薄板焊接工艺研究
电弧辅助激光焊
工业纯钛 TA2 薄壁焊接钛管集合了钛及钛合金的高强韧性、低密度及优异耐蚀性能等材料属性,及其生产工序少、周期短、成材率高、制造成本低等制造特点,成为化工、发电、海水淡化等领域大型装备在超长、超薄管材应用上的理想材料
双钨极氩弧焊
钛及钛合金薄板最常用的焊接方法是钨极氩弧焊. 传统钨极氩弧焊在较小的焊接速度下,焊缝美观,电弧稳定,易于实现自动化. 在高速焊接条件下,焊缝就会出现咬边、驼峰和焊道不连续等缺陷. 采用双钨极氩弧焊可有效改善电弧压力分布,抑制焊接缺陷,提高薄板焊接速度,但仍有熔池长度较大,高温停留时间长,焊缝极易被氧化的问题有待改善。
对纯钛 TA2 薄板进行双钨极氩弧焊堆焊,利用高速摄影和电信号采集系统分别对电弧形态、电流和电压波形进行分析,揭示纯钛 TA2 薄板高速焊焊接缺陷形成和抑制机理. 结果表明,电极间距在 11 ~ 15 mm,电弧干扰小,焊缝成形良好;两个焊枪呈大致对称倾斜分布,液态金属后向流动被抑制,无明显咬边现象,焊缝成形良好. 采用合理的工艺参数进行 TA2 薄板双钨极氩弧对接焊,焊接速度可达 3 m/min,接头抗拉强度为 434 MPa,断后伸长率为 31.4%,拉伸试样断裂于母材.

轧制方式对工业纯钛TA2板的织构演变的影响
采用三种轧制方法,即等温轧制、温差轧制和重复弯曲轧制。其中,温差轧制的上辊温度比下辊高90℃,反复弯轧则是差温带异步轧制,并进行正弯和反弯变形。采用EBSD法分析轧制后的三种钛,分析晶粒取向和织构变化。结果表明,三种轧制方法得到的钛板变形织构存在明显差异。等温轧制变形织构与典型的α-Ti轧制织构相似,只是主峰位置的角度略有偏移。变形大晶粒和再结晶细晶粒沿<0001>//RD取向;温差轧变形织构为圆柱织构,晶粒取向为<2 1 1 0>//RD。主要原因是上、下辊的表面温差在材料的厚度方向上引起均匀的剪切应变,这类似于等通道挤压变形的效果。而反复弯曲轧制织构既有基面织构又有锥面织构等变形织构成分,但以锥面织构为主,其细晶粒取向沿强<0001>//RD方向。 , 也沿着其他 2 个较弱的方向 <2 1 1 2>//RD 和 <2 1 1 3>//RD。
声明:转载此图是出于传递更多信息之目的。若有来源标注错误或侵犯了您的合法权益,请与本网联系,我们将及时更正、删除,谢谢。
,免责声明:本文仅代表文章作者的个人观点,与本站无关。其原创性、真实性以及文中陈述文字和内容未经本站证实,对本文以及其中全部或者部分内容文字的真实性、完整性和原创性本站不作任何保证或承诺,请读者仅作参考,并自行核实相关内容。文章投诉邮箱:anhduc.ph@yahoo.com